文|正经的烧杯
编辑|正经的烧杯
«——【·前言·】——»
冰射流清洗技术是指将干冰或水冰微粒高速喷向被清洗物表面,利用冰粒的冲击磨削以及高速气流的吹扫作用等,使污垢脱离基体表面。和已有清洗技术相比,冰射流清洗技术同时具备高效率、高柔性、无污染、低成本和不破坏基体表面等优点,因而受到广泛关注。
但过冷状态下的冰粒极易在料仓底部粘附堆积,进而堵塞配送器进冰口,易造成设备停机维修。如何降低料仓表面的覆冰粘附力是目前研究的难点。
聚四氟乙烯(Polytetrafluoroethylene,PTFE)是一种仅由碳和氟组成的聚合物,除本身表面能较低而具有自润滑性外,还具有良好的耐化学腐蚀性和机械稳定性,故PTFE常被用于制作冰射流清洗设备的料仓,希望来降低料仓表面的覆冰粘附力。
但实际使用时发现,PTFE的覆冰粘附力仍较高,仍常出现过冷冰粒在料仓底部粘附堆积问题,因此,有必要进一步降低PTFE的覆冰粘附力。
研究人员发现仿荷叶的超疏水表面具有较低的覆冰粘附力,因此有望通过在PTFE表面构建超疏水性来进一步降低其覆冰粘附力。PTFE本身表面能较低,故仅需构建合适的微结构,即可获得超疏水性。
目前激光刻蚀技术已被用于探索在PTFE表面构建微结构和超疏水性。如某研究人员利用飞秒激光在PTFE表面刻蚀出直径30μm、间距50μm的微圆柱阵列,并获得了接触角170°、滚动角3°的超疏水表面。
利用飞秒激光刻蚀在PTFE上构建出接触角155.5°、滚动角2.5°的超疏水表面。尽管飞秒激光可有效加工超疏水PTFE表面,但加工效率低的缺点限制了其在低成本大面积加工超疏水PTFE表面方面的应用前景。
为此高效率的CO2激光刻蚀技术被提出在PTFE表面构建超疏水性,如我国某研究所成功利用CO2激光在PTFE表面刻蚀出超疏水性所需的微结构,并发现超疏水PTFE表面具有显著的自清洁性和抗结冰性。
从现有研究可看出,CO2激光很适用于高效率低成本大面积加工PTFE表面,但激光加工参数对表面形貌和润湿性的影响规律以及适用于冰射流清洗设备料仓的耐磨结构设计等方面仍需研究,那么该如何解决这一难题呢?
«——【·耐磨超疏水PTFE表面的CO2激光加工·】——»
试验在聚四氟乙烯(PTFE)平板样品上进行,尺寸为20mm×20mm×5mm,首先将PTFE板清洗干净并吹干,然后利用CO2激光器(波长10600nm、频率20kHz、最大功率30W)对清洗干净的PTFE表面进行刻蚀加工,构建出微观结构。
借助EzCad2软件控制CO2激光器的激光加工参数及加工轨迹,通过改变激光功率、扫描速度、扫描线间距来得到具有不同微观结构的PTFE表面,不同激光加工参数如表1所示。
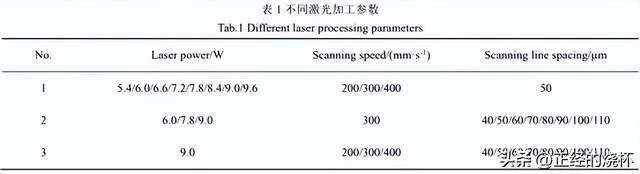
激光刻蚀后用高压气体吹去表面粉末。在得到较优超疏水性的激光加工参数下,通过改变激光加工轨迹设计了具有不同尺寸参数的菱形支撑肋阵列结构,探究了图案尺寸参数对PTFE表面润湿性的影响,得到了一组较优图案参数。
借助光学接触角测量仪测量样品表面接触角和滚动角,测试温度为室温,至少进行3次重复试验得到平均值;借助扫描电子显微镜观察样品表面的微观结构。
借助X射线能谱仪和X射线衍射仪对PTFE激光刻蚀前后的EDS图谱和XRD图谱进行分析,借助砝码和砂纸设计PTFE表面耐磨试验;借助推拉力计测量PTFE表面的覆冰粘附力;借助动态高低温恒温循环器对样品的延迟结冰性能进行测试。
«——【·超疏水PTFE表面的CO2激光加工·】— —»
CO2激光具有高斯型能量分布特点,刻蚀PTFE表面时,由于激光束光强能量的不均匀分布,使得各部位在熔融后出现温度差异,进而对各部位的表面张力产生作用,使流体从高温区流向低温区,表层冷却后,流体就会转化为微结构(图1(a))。
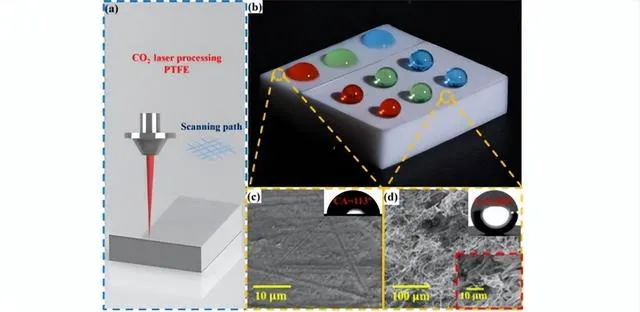
因此CO2激光是可在PTFE上刻蚀出超疏水性所需微结构的。图1是PTFE表面经9W激光功率、300mm/s扫描速度、50μm扫描线间距条件下的CO2激光刻蚀前后的润湿性和宏微观形貌。
CO2激光刻蚀前PTFE表面比较光滑仅显示113°接触角的疏水性(图1(b)和1(c)),CO2激光刻蚀后,PTFE表面全部覆盖直径1μm丝状纤维结构,该结构交错堆叠留出了大量空隙,这些空隙可储存空气来支撑水滴,故显示164°接触角的超疏水性(图1(d))。
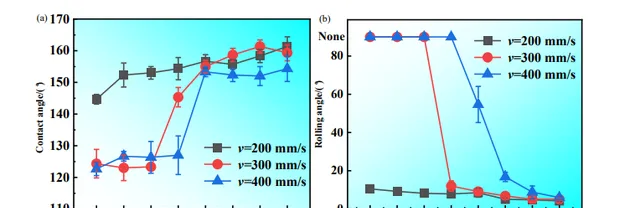
由于并非所有激光加工参数均可在PTFE上获得超疏水性,因此本文详细研究了扫描线间距、激光功率、扫描速度等激光加工参数对PTFE表面形貌和润湿性的影响规律。图2为在不同激光功率和扫描速度下,PTFE表面润湿性随扫描线间距的变化。
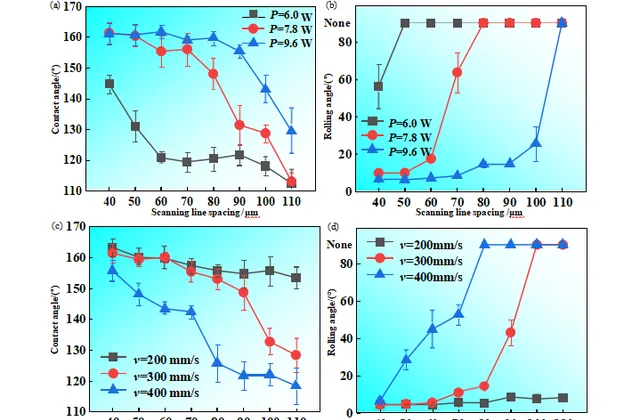
由图可见,随着扫描线间距的增加,接触角在减小,而滚动角在增大直至无滚动角(即样品翻转水滴也无法滚落)。
例如,对于9W激光功率,300mm/s扫描速度和50μm扫描线间距下PTFE表面的接触角和滚动角分别为164°和4°。
80μm扫描线间距下PTFE表面的接触角和滚动角分别为156°和17°;110μm扫描线间距下PTFE表面的接触角已减小为128°,无滚动角。通过SEM观察不同扫描线间距下样品的微观形貌可对上述变化规律进行解释。
结合图1(d)和图3,可见,只有当扫描线间距较小时,激光束刻蚀区域可将PTFE表面全覆盖,形成均匀的多层次交错堆叠的纤维结构。
当扫描线间距较大时,激光束刻蚀区域不能将PTFE表面完全覆盖,存在未刻蚀区域,且未刻蚀区域面积随着扫描线间距的增大而增大。
多层次交错堆叠纤维结构的消失和未刻蚀区域面积的增大是导致接触角减小和滚动角增大的直接原因。
由于小于50μm的扫描线间距对PTFE表面润湿性影响不大,但扫描线间距越小,加工时间越长,故在保证性能和兼顾效率的前提下,选用50μm的扫描线间距作为后续试验的参数。
激光功率直接决定着激光的能量密度,进而影响刻蚀后PTFE表面的微观形貌,最终影响PTFE的表面润湿性,图4为在50μm扫描线间距以及不同扫描速度条件下,PTFE表面润湿性随激光功率的变化。测试所用的水滴体积为5μL。
由图可见随着激光功率的增加,接触角先保持不变,而后迅速增大,最后又维持稳定,而滚动角亦先保持不变,而后迅速减小,最后维持稳定,通过分析不同激光功率下获得的样品表面微观形貌可对上述变化规律进行解释。
图5为在50μm扫描线间距以及300mm/s扫描速度下,PTFE表面微观形貌随激光功率的变化。当激光功率为6.0W时,PTFE表面虽被刻蚀出一些孔洞,但孔洞尺寸较小、深度较浅,孔内部纤维状结构较少,且大部分区域仍未被刻蚀。
因此该表面缺乏超疏水所需微结构,最终仅显示125°接触角,无滚动角。当激光功率为7.2W时,可明显看到孔洞数量增多、尺寸增大并已相互连接,且孔洞内部亦存在不同尺寸的孔洞,形成多层次交错堆叠的纤维结构。
因此该表面的疏水性显著提高,接触角达144°,滚动角减小至14°,但由于表面孔相连处仍未被刻蚀,故仍存在未刻蚀区域,所以未达到超疏水性。
当激光功率为9.0W时,PTFE表面所有区域均被刻蚀,纤维结构尺寸变小,显示164°接触角和4°滚动角(图1(d)),根据激光功率对PTFE表面形貌及润湿性的影响,在后续试验中采用功率为9.0W进行探究。
从图4中我们还可获得扫描速度对PTFE表面润湿性的影响规律。总体来说,对于固定的激光功率和扫描线间距,PTFE表面接触角随着扫描速度的增加而减小,滚动角随着扫描速度的增加而增大。
对于9W激光功率和50μm扫描线间距,200mm/s扫描速度和300mm/s扫描速度下PTFE表面的接触角和滚动角接近。
而400mm/s扫描速度下PTFE表面的接触角减小至150°,滚动角增大至18°,图6为在9W激光功率以及50μm扫描线间距下,PTFE表面微观形貌随扫描速度的变化。
由图可见,200mm/s扫描速度下PTFE表面同样存在多层次交错堆叠的纤维结构,从而保证了超疏水性。
而400mm/s扫描速度下PTFE表面存在大量的未刻蚀区域,造成了较差的超疏水性。同样在保证性能和兼顾效率的前提下,选用300mm/s扫描速度作为后续试验的参数。
综上所述,采用50μm扫描线间距、9W功率、300mm/s扫描速度的激光加工参数刻蚀PTFE表面,在该加工参数下,PTFE刻蚀后的表面水滴接触角为164°,滚动角为4°,显示出良好的超疏水性。
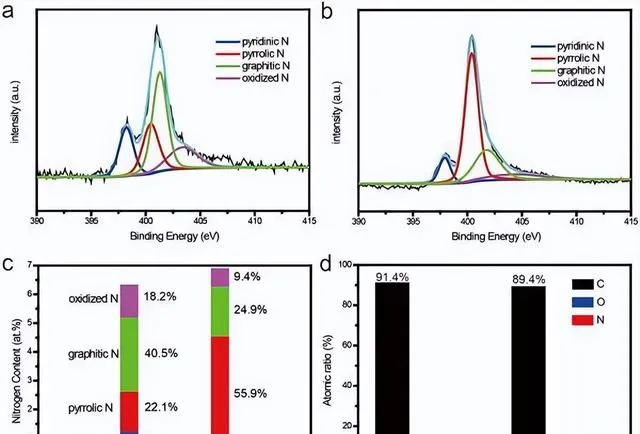
为了探究CO2激光刻蚀对PTFE表面化学成分的影响,检测了PTFE激光刻蚀前后的X射线能谱(EDS)和X射线衍射图谱(XRD),如图7所示。由EDS可发现,PTFE经CO2激光刻蚀后,元素成分未发生明显变化,主要成分仍为碳、氟元素(图7(a))。
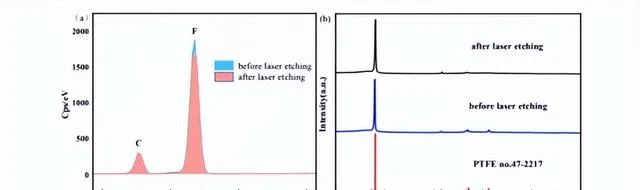
由XRD图谱可以发现,与PTFE标准XRD图谱中衍射峰对比可见,激光刻蚀前后,未增加或减少特征峰,这表明激光烧蚀形成的多层次交错堆叠纤维结构中化学成分未发生变化(图7(b))。
CO2激光刻蚀PTFE表面获得的微观结构结合PTFE本身的低表面能的氟碳化合物赋予了PTFE优异的超疏水性。
«——【·超疏水PTFE表面耐磨性的提高·】——»
尽管上述激光加工参数获得的PTFE表面显示出优良的超疏水性,但加工后的表面耐磨性仍有待探究。
如图8(a)所示,将激光刻蚀后的PTFE样品下表面置于砂纸(1200#)上,同时将50g重的砝码放置于PTFE上表面,推动样品在砂纸上摩擦,每摩擦1m纪录下PTFE表面的接触角和滚动角。
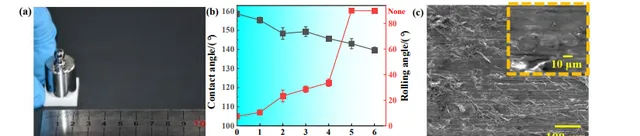
砂纸磨擦试验表明,PTFE表面的润湿性随着砂纸摩擦距离的增加急剧下降,摩擦5m后的PTFE表面的接触角降低至141°,滚动角也消失;摩擦6m后的PTFE表面的接触角更是降低至138°(图8(b))。
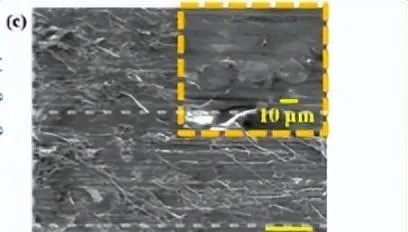
通过观察砂纸摩擦6m后的PTFE表面微观形貌可发现,多层次交错堆叠纤维结构被破坏殆尽,因而直接导致了PTFE表面超疏水性能的显著下降(图8(c))。
由此可知,CO2激光刻蚀PTFE表面获得的超疏水微结构较为脆弱,耐磨性较差,易受到机械破坏而丧失超疏水性,故需增加保护结构。
菱形支撑肋阵列结构: 为提高CO2激光刻蚀后超疏水PTFE表面的耐磨性,且考虑到用于冰射流清洗设备料仓,故设计了一种可保护超疏水微结构的菱形支撑肋阵列结构,如图9所示。
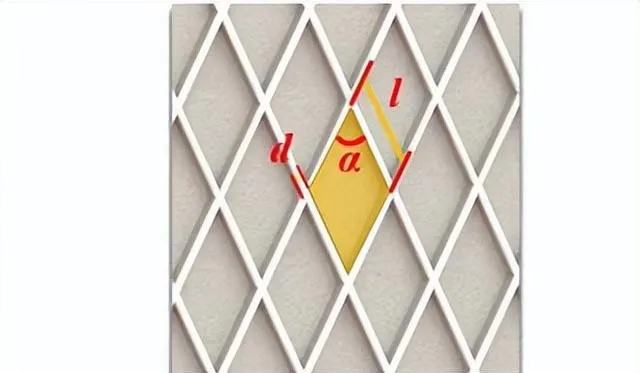
和其他图案相比,菱形图案不会增大冰粒在料仓表面的流动阻力。菱形支撑肋阵列结构的结 构参数为: 菱形边长l、顶角角度α和肋边宽度d。
考虑到CO2激光加工热效应显著的情况,当激光扫描次数较少时,菱形支撑肋阵列结构深度不够时无法有效保护超疏水微结构。
而当激光扫描次数过多时,对设计图案的重复加工会导致肋边结构破坏,故通过试验确定较优的激光扫描次数为3次。试验中,菱形边长、顶角角度、肋边宽度选用的参数如表2所示。

菱形支撑肋阵列结构的结构参数会对表面的润湿性产生影响,故需探究各结构参数(菱形边长、顶角角度、肋边宽度)对表面润湿性的影响规律。
图10为在菱形边长为2mm,肋边宽度为0.1mm的条件下,菱形支撑肋阵列结构的滚动角随顶角角度的变化。
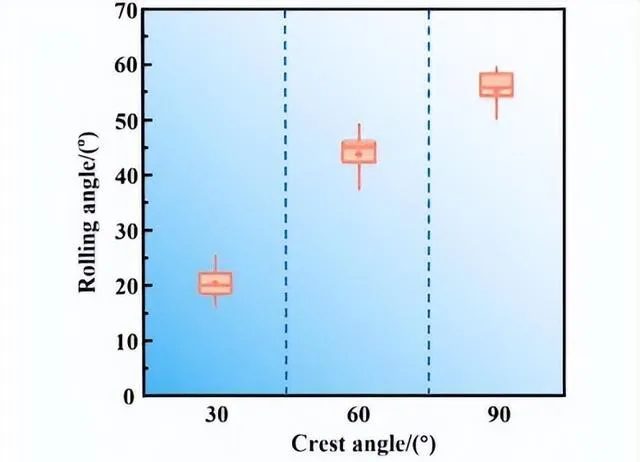
可以看出,随着顶角角度从30°增加到90°,滚动角随之从19°增加到58°。这是因为当顶角角度较大时,水滴会陷入到菱形阵列支撑肋结构中,进而导致水滴的滚动角较大。因此后续选择顶角角度为30°加工菱形支撑肋阵列结构。
图11为在30°顶角角度、0.05mm肋边宽度的条件下,菱形支撑肋阵列结构的滚动角随菱形边长的变化。结果表明,当菱形边长为1mm时,无滚动角;当菱形边长为3mm时,滚动角降低至16°。
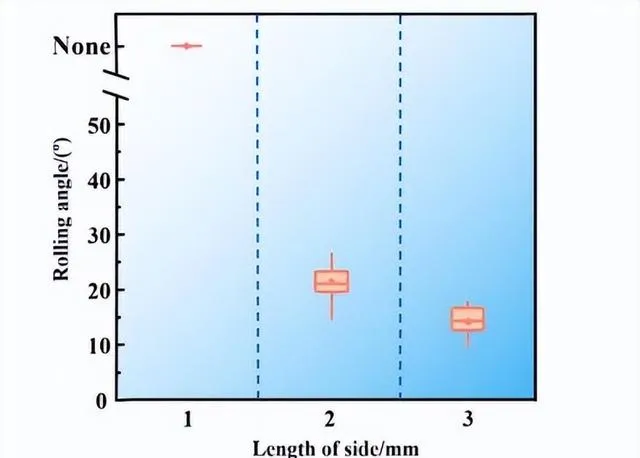
这是因为较小的菱形边长会导致菱形图案更为密集,相同体积的液滴会与更多的肋边接触,导致液滴更容易粘附在菱形阵列支撑肋结构表面无法滚落。
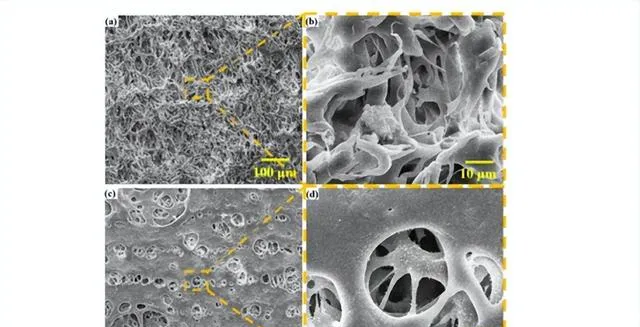
图12为在该尺寸参数下加工的具有菱形阵列支撑肋结构的PTFE的SEM照片,可以发现,在该PTFE表面分布着大量规则分布的菱形结构,整个表面也刻蚀出了超疏水性所需要的多层次交错堆叠纤维结构,凸起的肋边可保护内部的超疏水微结构。
菱形支撑肋阵列结构的耐磨性:为验证所设计的菱形支撑肋阵列结构的机械强度,进行了砂纸摩擦试验,探究了不同体积水滴的滚动角随砂纸摩擦距离的变化。
如图13所示,对于无菱形支撑肋阵列结构的超疏水PTFE表面,随着摩擦距离的增加,滚动角随之增大。当摩擦距离为5m时,5.7μL的水滴已无法从样品表面滚落。
相比之下,对于有菱形支撑肋阵列结构的PTFE表面。即使砂纸摩擦距离为6m时,5.7μL水滴在该表面上的滚动角为32°,表明所设计的菱形支撑肋阵列结构具有较好的耐磨性。
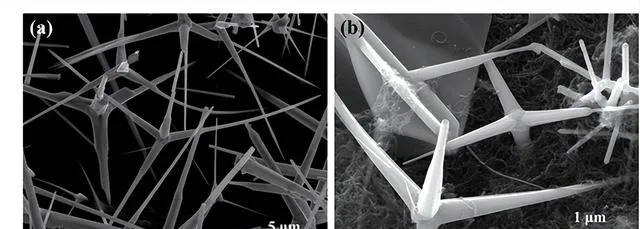
图14为砂纸摩擦6m后样品表面的SEM照片,可以看出,尽管凸起的肋边经砂纸摩擦去除了其上微结构。
但菱形阵列内部的超疏水微结构由于凸起肋边的保护而未受到磨损,因此有菱形支撑肋阵列结构的PTFE表面经过砂纸摩擦后仍能保持较好的疏水性,故成功获得了耐磨PTFE表面。
为进一步验证菱形支撑肋阵列结构PTFE的耐磨性,设计了落砂试验,试验条件:导管长度:300mm导管内径:12mm管底中心距样品中心垂直距离:20mm落砂流量:90g/min。
标准石英砂200g,粒径为500μm~1000μm。落砂试验装置示意图如图15所示,200g粒径为500~1000μm的石英砂通过漏斗从300mm的高度自由下落,每粒石英砂的冲击能量约为6.25×10−6J~50×10−6J,持续时间3分钟。
如表3所示,在0.18L/min、0.36L/min、0.54L/min三种不同水流量冲刷的情况下,样品表面接触角基本无较大损失,表面依旧保持良好疏水性,因此证明了具有菱形支撑肋阵列结构的PTFE具有良好的耐水流冲击性。
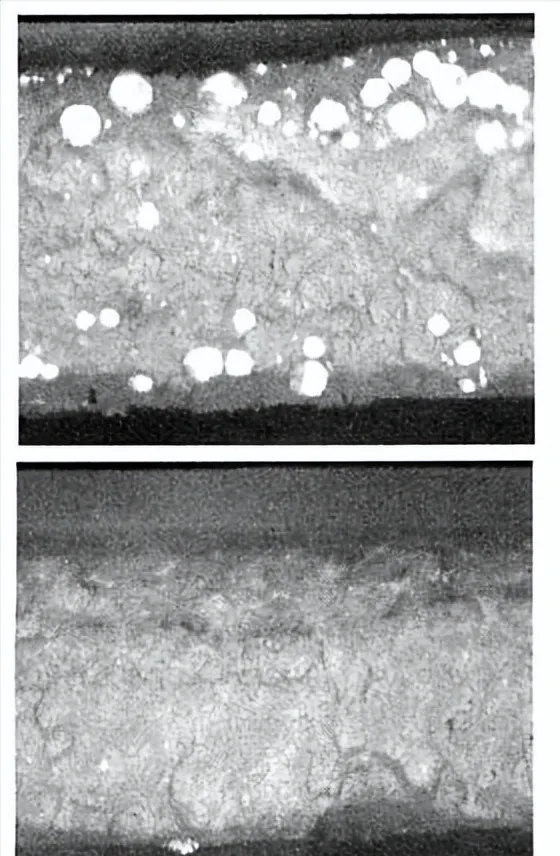
覆冰粘附力测试:推离实验,也称为水平剪切试验,是最为常用的覆冰粘附强度测试方法。将装有水的无盖模具放置在样品表面,并在温度为-30℃的环境箱中冷冻4h。随后使用推拉力计以0.5mm/s的速度推动样品表面的冰块,同时实时记录覆冰粘附力(图16(a))。
可以发现,相比于普通PTFE表面,具有菱形阵列支撑肋结构的PTFE表面的覆冰粘附力仅为0.6N,而普通PTFE表面的覆冰粘附力为1.2N(图16(b)),可见耐磨PTFE表面具有较低的覆冰粘附力。
将装有水的无盖模具放置在样品表面,并在温度-30℃的环境箱中冷冻2h,随后置于烘箱烘干。在经历10次冻融循环后,样品表面接触角仍能保持在152°,滚动角26°(图17),仍能保持良好的疏水性能。
延迟结冰测试:采用动态高低温恒温循环器对样品的延迟结冰性能进行测试。当冷台达到设定温度−25℃时,向样品表面注射水滴12µL。之后通过相机观察样品表面水滴的变化情况,记录样品各结冰状态及其时间。
对于普通PTFE表面,水滴与表面的接触角较小,表面与水滴的接触面积较大,此时水滴更易在表面结冰,通过观察可以发现,在300s时水滴已在普通PTFE表面结冰(图18(a))。
而对于菱形支撑肋阵列结构PTFE表面,其良好的疏水性使得水滴与表面的接触面积较小,此时水滴与表面之间的传热速率就越小,进而延迟结冰效果也就越好。通过观察可以发现在经过840s后,水滴仍能轻易从表面滑落(图18(b))。
«——【·结语·】——»
提出采用CO2激光刻蚀来加工聚四氟乙烯表面,可在表面构建多层次交错堆叠的纤维结构,刻蚀后表面化学成分无明显变化,无需低表面能处理,可获得优异的超疏水性能。
扫描线间距、扫描速度和激光功率对聚四氟乙烯(PTFE)微结构及润湿性的影响,当扫描线间距为50μm、扫描速度为300mm/s和激光功率为9W时,加工的超疏水PTFE表面的接触角为164°,滚动角为4°。
顶角角度为30°、菱形边长为3mm、肋边宽度为0.05mm的菱形支撑肋阵列结构,在保证良好疏水性能的同时,提高了PTFE表面的耐磨性。
具有菱形阵列支撑肋结构的PTFE表面的覆冰粘附力仅为0.6N,仅为普通PTFE表面的覆冰粘附力的50%,因而具有优异的防覆冰性能。











