01
國產輥壓機現狀
中國自上世紀八十年代引進德國KHD公司輥壓機技術以來,國產輥壓機的規格,輥徑由Φ1200*500mm發展到Φ2200*2000mm,裝機功率由220kW×2發展到2400kW×2 ,配套磨機的產量由70t/h發展到350t/h;早期的輥壓機在使用中存在的問題也得到很多的改進,使用效果也有很大的提高。但其采用低壓大迴圈的控制方式及配置沒有改變,擠壓效果差,產生的細粉量很少,沒有達到輥壓機的理想效果。我們要使用好一台裝置,首先對其原理、參數、結構、工藝要有充分的認識。
02
輥壓機的主要參數
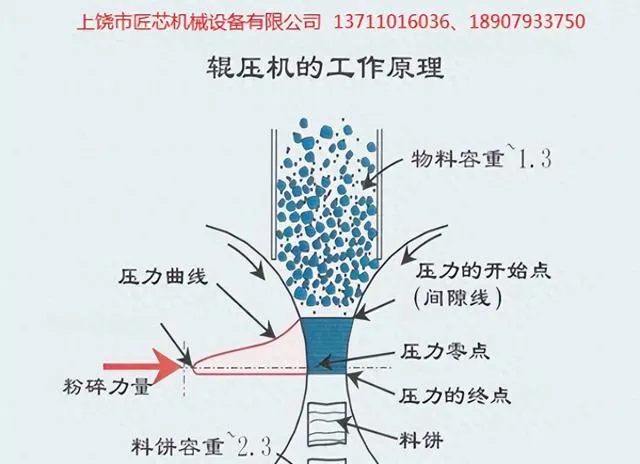
1、輥壓機工作原理
輥壓機采用一對相向運動的輥子(其中一只固定輥一只活動輥),使用液壓力透過活動輥作用在拉入兩輥之間的物料上,並將其擠壓粉碎。 (其作用力約500-1500噸,液壓系統的作用非常關鍵,
要深入分析其作用機理。)

2、工作壓力
擠壓力是決定輥壓效果的最基本參數。輥壓機總力 F(kN)= n·S·Pr式中:n 一液壓缸數S 一液壓缸有效面積(m2)Pr 一液壓系統壓力(MPa)平均輥壓 Pcp( KN/ m2)Pcp=2F/D·Bsinα式中:D 一磨輥直徑(m) B —磨輥有效寬度(m)α---壓力角或稱咬入角(°)投影壓力PT( KN/ m2)PT=F/B·D實際上真正對輥壓效果起作用的是最大輥壓。以兩輥中心連線為 0 度,壓力角起始於8.3 度,終止於—1.6 度,而最大尖峰壓力位於 1.5 度,尖峰壓力略大於平均壓力的2倍。
經計算國產輥壓機實際使用壓力平均輥壓在80-100Mpa,尖峰壓力也在 160-200Mpa ; 優秀的輥壓機實際使用壓力平均輥壓在160-200Mpa,尖峰壓力也在 320-400Mpa ;實際使用壓力應該根據物料性質的不同,以擠壓效果為優。
3、輥速
輥壓機的輥速有兩種表示方法:一種是以輥子圓周線速度 V 表示;另一種是以輥子轉速表示。輥子的圓周線速度與產量、功率消耗和執行的平穩性有關。輥速高, 產量也大,但過高的轉速使得輥子與物料之間的相對滑動增大,咬合不良,使輥子表面磨損加劇,對輥壓機的產量也產生不利影響。目前一般輥速在 1 - 1.75m/s 之間,也有人提出,輥速不允許超過 1.5m/s ;輥子線速度:一般在 1.0-1.7 m/s,大多在1.5-1.7m/s, 目前有2.0-2.2m/s。(轉速的選擇應以擠壓效果為優先,擠壓效果以實際取樣為準,過快的轉速,擠壓工作時間變短,裝置易於產生震動,其強大的受力變化難以控制,消耗功率但沒起到應有的擠壓效果)
4、料餅厚度
輥壓機的透過量公式為Q=3600·B·s·υ·γ(t/h)式中:B---輥壓機寬度(m)s----料餅厚度(m)υ----輥壓機線速度(m/s)γ----料餅容積比重 (t/m3)
一般料餅厚度≈0.02,如果輥壓降低料餅將變厚,這說明輥壓機能力(透過量) 將隨輥壓降低而增加。
5、控制方式
主要有 2 種:1、恒壓力,2、恒輥縫。
無論哪種方式,從液壓的原理看是不正確的,因為壓力始終波動,輥縫始終波動,僅用電器控制是做不到的。
03
輥壓機系統使用中存在問題的分析
1、輥壓機擠壓效果的分析,輥壓機出料口的細粉含量是擠壓效果的直接反應,很多企業沒有做這個分析,我們去做了並讓很多企業認識這個問題,這也是我們做事的成績。一般輥壓機出料口,細度0.9mm篩余在40-50%,細度0.08mm篩余在75-90%為多;我們取樣最好的德國伯利俢斯的輥壓機出料口細度0.9mm篩余在33%,0.08mm篩余64%,所以國產輥壓機沒有達到輥壓機的理想效果。

2、輥壓機液壓系統是提供動輥壓力擠壓物料的關鍵裝置,由油站、油缸、蓄能器、電磁閥、溢流閥、壓力表、油路、控制櫃組成。


(一) 氣囊大小、管路都要根據油缸大小進行計算 ,氣囊2大1小並聯,相當於3個都是小氣囊,大氣囊失去作用。
(二)氣囊壓力分別設定8、10、12Mpa,只能在某一個區間一個氣囊起作用,另外2個氣囊失去作用,此差壓理論首先由德國人提出,後在實踐中由於物料變化過大,沒有實作其想象中的效果,後也沒有再使用。
(三)氮氣囊壓力一般設定在系統最低壓力的60-80%較為合適,其目的為了保證系統處於最低工作壓力時,氣囊與啟閉閥之間可以保持一定的安全。 但系統工作狀態要現場檢測才能確定,如果油溫過高或過低,都說明其不在良好的工作狀態。
3、輥壓機輥縫的控制有兩種方式,一種為恒壓力控制,一種為恒輥縫控制;無論哪種方式,從液壓的原理看是不正確的,因為壓力始終波動,輥縫也始終波動,壓力表反應時間為200毫秒,透過壓力表顯示來控制油泵加、減壓,再控制油缸壓力,透過油缸壓力控制輥縫,一、滯後,二、壓差過大;不利於輥壓機穩定執行,不利於擠壓效率發揮。
4、輥壓機的進料裝置很多經過改造,目前改進的 進料裝置可以控制開度,但兩個方位控制肯定是做不到的,流量調節振幅有限且難以精確穩定控制;且另外兩個方位無法調節。

04
輥壓機技術升級措施
1、更換輥壓機進料裝置,采用新型4方位進料裝置控制進料(專利技術),2個方位調節控制,合理控制物料流量, 另外2個方位可以調節左右輥縫偏差, 達到輥縫偏差在±3mm內,降低物料對輥壓機的沖擊,易於形成穩定的料層。

2、更換輥壓機液壓系統,油站、溢流閥、壓力表、蓄能器(氮氣囊)、閥件組合、增加阻尼調節閥,行程調節閥(專利技術),使得液壓系統柔性、剛性可調可控,壓力偏差在±0.5Mpa;在研發過程中大量的現場測試,使用專用高精度測壓裝置(1000HZ)采集測試數據分析,運用專用仿真軟體及復雜的數學計算模型,最終成功突破雙鍊結可調阻尼的抗震調節機構;達到液壓系統剛、柔合理。此項技術我公司 已經申請並獲得2項專利 ,仿制違法,並且只能仿其型而不能仿其實,系統及工況出現變化就無法實作相應的要求。

3、 改進輥壓機液壓PLC和進料裝置4方位的控制,采用恒功率控制,便於中控操作;配置西門子SIMATIC S7-1200,結合西門子SINAMICS 驅動產品及SIMATIC人機介面產品;CPU標配的乙太網路介面,支持PROFINET、TCP、UDP、Modbus TCP 等多種工業乙太網路通訊協定。此項技術我公司透過數學建模,在研發過程中大量的現場數據,運用專用仿真軟體及復雜的數學計算模型;並在實踐中證明。國外同類技術價格昂貴,保密。

下圖(1)(2)為1毫秒壓力曲線,一般所用壓力表顯示為200毫秒,只能顯示圖中黑線數據;圖(1)為未改造前數據,黑線(氮氣囊)壓力波動大,如超過設定壓力會導致報警跳停,細黃線(油缸壓力)下部實際不做功;圖(2)為改造後數據,細黃線密實代表做功良好,黑線壓力波動很小,達到輥壓機執行電流相對平穩;輥縫波動位移在±3mm範圍內,退快慢進平穩波動,提高輥壓機擠壓效率。

05
輥壓機技術升級(采用恒功率的控制方式)
1、從輥壓機實際使用情況看,無論恒壓力控制,還是恒輥縫控制,最終想要達到的效果是輥壓機做功優,產生細粉量大;而目前在使用的輥壓機,大多數執行電流低,產生細粉量低。
2、由於物料本身變化大、迴圈控制不穩定,油缸壓力波動控制不穩定,輥縫波動控制不合理;很難達到輥壓機做功穩定,擠壓效率高。
3、我們透過各個方面的努力,透過每個環節的有效控制,再透過數學建模,在現場偵錯過程中大量的現場數據,運用專用仿真軟體及復雜的數學計算模型;采用恒功率控制,達到如下效果:
(1) 4方位進料調節,達到輥縫偏差在±3mm內;(2)輥壓機液壓柔性可調、可控,壓力偏差在±0.5Mpa;(3)采用恒功率控制方式,執行功率在額定功率的85±5% 。
出輥壓機細粉含量比原來提高3-7%,入磨比表提高40-60m2/kg,提高台時產量10-20%。如對台時產量沒有提高的需求,可提高輥壓機做功,降低磨機做功,降低綜合電耗2-5度/噸水泥。
總體效益1000萬元以上(裝置穩定性、節約電耗、系統均勻性、降低熟料用量)。