舊時古人寫字作畫所用墨,並不像現時買瓶墨汁即可,那時用墨,黑乎乎的一塊稱為墨錠。墨汁墨錠是中國書畫中重要的創作原材料。中華傳統文化中,對墨的重視也隨著時代的發展不斷加深,最終與筆、紙、硯一起,成為古代文房用具四寶。

清代宮廷十萬杵朱砂墨錠(正面)

清代宮廷十萬杵朱砂墨錠(背面)
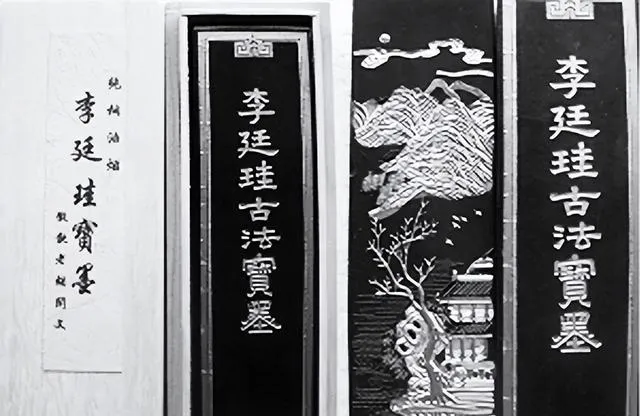
南唐李廷圭墨
墨的主要原料是黑碳、松煙、膠等,是碳元素以非晶質形態的存在。透過硯用水研磨可以產生用於毛筆書寫的墨汁,在水中以膠體的溶液存在

清康熙吳天章正色流馨定版墨
中國古代制墨業歷史悠久。早在商周以前,墨作為一種黑色顏料,已開始用於書寫。1975年湖北雲夢秦墓出土的墨塊,是迄今所見最早的墨。漢代制墨業集中在陜西伏風、延州一帶,東漢發明了墨模,墨的形式才趨於規整。南北朝時,制墨業中心移至河北易水、山西潞州和廣東始興。唐代空前興盛,制作益精,後期大批墨工為逃避戰亂南遷到江南歙州(今安徽地區)。歙州因松木資源豐富,成為制墨的新中心。宋宣和三年,歙州改名為徽州,所以今天見到的大多是徽州所制的墨,統稱「徽墨」。

明隆慶龍香禦墨
史上制墨名家輩出。唐代有奚鼐、奚超等名家,奚超與其子奚廷圭以黃山松煙為原料,改進調膠、搗杵等工藝,所制之墨「豐肌膩理,光澤如漆」,聲名大作,得到南唐李後主賞識,賜姓李,並封李廷圭為墨務官,李廷圭墨由此揚名天下,時有「天下第一品」、「黃金易得,李墨難求」之美談。宋代出現潘谷、張遇、葉茂實等名家,尤其是潘谷制墨「遇濕不敗」、「香徹肌骨,磨研至盡而香不衰」,被譽為「墨中神品」。蘇軾把潘谷與唐朝詩人李白並稱,贊譽他是「墨仙」。

清乾隆汪近聖惜如金墨
明代的制墨業空前繁榮,中後期形成了徽墨的三大流派——歙墨、休寧墨、婺源墨。明代的著名制墨名家有程君房、方於魯、羅小華、邵格子、吳申伯等。羅小華的桐油墨、程君房的漆涸墨、方於魯的名貴藥構墨都是難得一見的珍品,雋雅大方,香料考究。程君房自詡「吾墨百年之後金不換」。著名書畫家董其昌在為程君房【程氏墨苑】作序中稱贊「橫絕四海,百年之後無君房而有君房之墨;千年之後,無君房之墨而

易水遺規墨
易水遺規墨
河北保定地區也曾是中國古代書畫用墨的主產地之一,這裏的制墨工藝前承魏晉,後啟明清,對中國制墨工藝的流傳和發展做出了突出的貢獻,並在中國制墨史上產生過極其深遠的影響。經過長期的實踐,古代保客製墨人摸索並總結出一套獨具規範的制墨方法,被譽為「易水遺規」。
保客製墨技術創制了名為「易水遺規」的「易水法」,這既是宋元以前中國傳統制墨經驗的總結,也是明清徽墨獨樹一幟的起點。這套成為後世千百年來制墨技術的基本準則,正是五代時南唐易水(今河北易縣)人奚庭珪,以及他的祖上奚鼐、奚鼏以及他的父親奚超和叔父奚起,經過長期實踐摸索並總結出來。

明萬歷吳申伯百老圖墨
清代前中期,宮廷十分重視制墨業,制墨業蓬勃發展,商業化的規模程度更大,其中曹素功墨業歷經十三代,見證了清墨的整個發展過程。曹素功、汪近聖、胡開文、汪節庵四大制墨名家後稱「清四大墨王」。此一時期代表性的品牌精彩紛呈,曹素功的品牌「紫玉光」、「蒼龍珠」等,胡開文的品牌「禦園圖墨」、「禦制棉花圖」、「萬壽圖」、「驪龍瑞」、「巷佩室」等,汪近聖制作的品牌「耕織圖」、「羅漢贊」等,圖案之精美、人物之細膩,造型之雅致,裝潢之考究達到了空前絕後的程度。這一時期的集錦墨(套墨)生產數量多而且品質上乘。胡開文墨業出品「地球墨」曾獲得巴拿馬世界博覽會金獎。
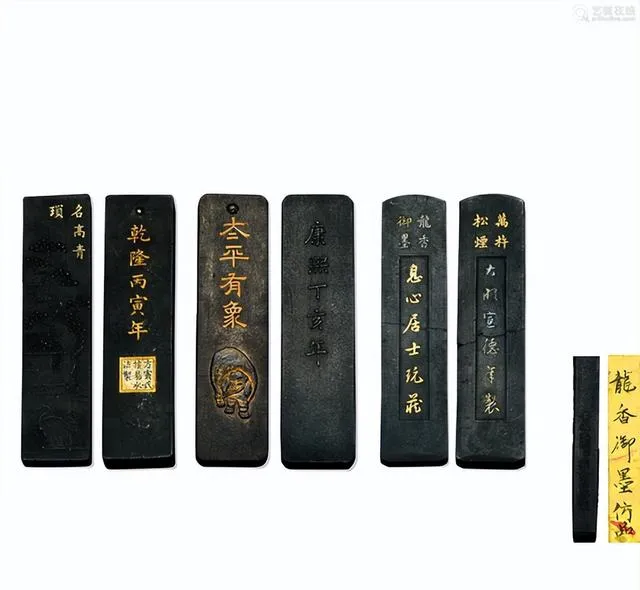
清仿明、清康熙 、清乾隆 龍香禦墨 一錠、太平有象墨 一錠、詹方寰制名高青瑣墨 三錠
傳統手工制墨工藝
制墨是中國十分重要的傳統工藝之一,在中國傳承、發展以至體系完備而流傳至今,至少已經兩千多年,並形成了博大精深的墨文化,對社會政治經濟演進、中國古代文明傳承具有深遠的意義。
在中國兩千多年的人工制墨發展史中,松煙墨、油煙墨一直是最為重要的兩種墨品。松煙墨以松樹燒取的煙灰制成,特點是色烏,光澤度差,膠質輕,只宜寫字。油煙墨多以動物或植物油等取煙制成,特點是色澤黑亮,有光澤;最常見的桐煙墨,堅實細膩,具有光澤。中國畫一般多用油煙,只有著色的畫偶然用松煙。
墨錠生產的第一道工序是采集油煙灰。油煙灰是墨錠生產的主要材料,它的品質好壞,直接影響墨的品質。油煙灰是以松油、桐油、豬油和麻油等各種油料按不同比例配制成混合油,這種混合油經燃後產生的煙灰,就是制墨的油煙灰。

第二道工序是配料、拌料、成型。將油煙灰與其它輔料有金箔、珍珠、麝香等各種名貴藥材,再按比例配以某種膠料作為體加以拌和。料拌好後,就像做饅頭那樣,把一大團墨放在案板上不斷地揉,並用一塊鋥亮的金屬方錘不斷地敲打,把這團墨揉敲到一定的細潔和柔軟時,就把這團墨按墨錠的重量分成若幹小墨團,案板上有一台天平秤,每粒小墨團都上秤稱過。

接著就是成型。把小墨團按墨錠的外形,搓成長條或其它形狀後,放在墨板內加壓成型。原始的加壓方法是把墨板放在一只作凳上,再用一根長約三公尺、十公分見方的硬木作為扛桿,工人就坐在硬木的一端加壓,一面加壓,一面在案板上把第二錠墨放進墨板,再從作凳上拿出笫一塊墨板,放入第二塊墨板,如此反復操作。

從墨板中拿出來的墨,是已成形的毛坯墨。墨坯壓制出來後,依次放在一只大竹匾內陰幹。所謂陰幹,就是不能放在太陽下曝曬,也不能烘烤。墨坯經太陽曝曬或烘烤,就會開裂、變形,只能放在室內,讓它自內至外慢慢地自然幹透。陰幹的時間很長,至少半年以上。

接下去的工序是整修、描金和包裝。整修是把毛坯墨邊緣粗糙不整齊部份加以修飾,使墨錠整體光潔、平整,線條挺拔。

描金是用金粉、銀粉及各種顏料按照墨錠的圖案予以填塗。


墨錠描金後,不再是墨黑一塊,而是金字閃光,圖案精美,極具觀賞價值的一件工藝品。完成了描金填色這一道工序,就可以包裝出廠了。












