1. 深圳市特區建工科工集團盛騰科技有限公司 廣東 深圳 516400
2. 深圳市特區建工科工集團有限公司 廣東 深圳 518000
3. 深圳市特區建工科工集團綠色建材有限公司 廣東 深圳 516400
摘要: 研究從某工程裝配式免抹灰ALC板生產到現場裝配的全流程角度出發,對工廠與施工單位的進度對接、原材料的準備和檢驗,ALC板的生產計劃及其在生產過程中的質素控制,ALC板在運輸過程中的安全保障,ALC板在現場的安裝質素控制和高效裝配等多個方面的內容,進行了詳細的闡述。實踐證明:裝配式免抹灰ALC板新工法在實際工程中的套用,不僅有效地提高了ALC墻板成品和施工質素,而且提高了施工效率,減少了現場返工。
關鍵詞: ALC板;質素控制;裝配式建築
引言
傳統建築內外墻基本采用砌塊方式,其缺點是施工周期長、人工成本高,建築過程中產生大量揚塵、噪音、汙水等問題。隨著中國裝配式建築的不斷發展與進步,預制裝配式建築得到了廣泛的套用[1-2]。目前全國各地陸續出台了裝配式建築評價標準,把內外墻非砌築、免抹灰做為一項重要指標,其中,免抹灰蒸壓輕質混凝土板施工是一項成熟的工藝,但是想更好地提高施工質素和效率,減少現場返工,還需要進一步的研究[3]。
本研究結合實際工程套用,主要介紹了蒸壓輕質混凝土(Autoclaved Lightweight Concrete,ALC)板的生產和施工過程中的質素控制,采用了一種可以提高施工質素和減少返工施工的新工法,為日後的工程套用提供參考。
工程概況
盛騰科技構件廠宿舍樓專案位於廣東省深汕特別合作區(鵝埠片區),專案位置處於盛騰科技構件廠專案B地塊北側。專案用地面積25000m2,建築設有地下室,地下1層為車庫、器材房及人防,地上共17層,其中1層為小型食堂、商業、公共活動室,2層為架空層,3~17層為宿舍,合計計容建築面積23869.83m2。ALC 墻板深化及安裝範圍為1號宿舍樓的3~17層宿舍部份。專案采用3種規格的板材,厚度分別為100、200、250mm,單塊條板寬度為600mm,其中厚度100mm的板材面積3808m2,厚度200mm的板材面積9380m2,厚度250mm的板材面積85m2,3種規格板材面積合計13274m2。
生產過程主要工藝操作要點
2.1 切割工序作業
在切割作業前,應做好以下準備工作:(1)上班前應穿戴好個人勞動防護用品,遵守公司安全規章制度。(2)上班時應隨時檢查、註意各保護圍欄、踏板和其他安全設施,發現問題應及時報修或通知安全人員。(3)切割前,應檢查廢漿池內葉輪轉動是否正常,切割刀具是否完好,各加液壓站油部位油量是否充足,氣壓壓力表壓力是否正常。(4)開啟廢漿迴圈泵,清潔切割鋼絲和切割刀具。(5)按照生產要求,換上相應切割規格的鋼絲、刀具,做好垂直、水平的定位安裝工作。(6)將整個切割系統的器材自動執行一遍,發現異常情況及時反映。(7)做好切割硬度測量工作,達到切割硬度的坯體(B05級硬度470±20,B06級硬度500±20),翻轉行車操作員可進行切割作業。(8)翻轉前應檢查切割小車的行駛速度,其定位銷是否水平,並保持清潔。(9)檢查翻轉吊機電、氣、液壓等器材是否正常。
在切割作業時,應做好以下幾方面工作:(1)切割過程中,嚴格按照控制要求對切割的半成品進行首、復檢,認真記錄,發現誤差及時糾正;測量槽口尺寸時,要註意測量方法,防止標準尺掉入迴圈坑,並註意個人安全。(2)對每一模切割後的鋼絲和刀具上的殘留物進行清理,認真填寫切割記錄表;檢查切割累計模數,達到一定數量(約200模),對切割鋼絲進行調換。(3)切割時,如遇到斷鋼絲等異常情況,應及時檢查斷絲位置;水平鋼絲斷絲在後方同樣高度位置補切;縱切鋼絲斷絲將坯體退回至初始位置,待調整好鋼絲後重新進行切割;若無法重新切割,手動切割,並標記。(4)在切割作業時,禁止操作人員進入切割溝內做其他工作;如要進入切割溝內做其他工作的,必須停止器材,方能進入;待測量尺寸人員離開切割軌域後,方可重新開啟切割執行。(5)切割雙網、三網板材時,應在小車上切。(6)使用氣壓時,應註意閥門與軟管的介面處,是否銜接牢固;移動氣管時,管口應朝下,以防壓氣傷人。
2.2 蒸養工序作業
(1)抽真空。其目的是利用負壓把釜內空氣抽出,產品內部也形成負壓,蒸汽熱量進入坯體內無阻礙,更充分地完成水化反應,此時停止操作30min,繼續讓釜內負壓把制品內部的空氣抽出,增加效果。抽真空僅允許一個蒸壓釜進行,應確定抽真空管道無其他釜占用,蒸壓釜抽真空手動進行,抽真空系統無故障。
開始抽真空時,抽真空手動閥門開啟(先確認其他閥門均無開啟),開啟真空泵並確認抽真空閥門已開啟,觀察真空泵執行情況。一般真空壓力為-0.04~0.06MPa,根據產品情況確定,達到壓力時,關泵關閥。結束抽真空時,關閉真空泵及手動閥門,並記錄真空數值。如釜內氣壓在規定的時間內達不到設定要求值,應檢測真空泵執行情況及閥門閉合狀態,若無異常,繼續抽真空。
若因抽真空造成產品缺陷,如粘連爆裂,可用蒸汽置換空氣,開啟排汙閥,開進氣(倒氣)閥40min左右,大概蒸壓壓力為0.25~0.3MPa,釜內溫度(100±5)℃。
(2)升壓階段。應確定升溫管道無其他釜占用,蒸壓釜升溫所用蒸汽壓力大於設定值,蒸汽系統無故障。將升溫手動閥門開啟(先確認其他閥門均無開啟),按照升壓制度進行升壓,整個過程升壓均勻。當蒸壓釜達到設定壓力(不得低於1.15MPa,一般工作壓力設為1.25MPa)時,升溫程式停止。升壓結束後關閉手動閥門,如達不到設定壓力便已停止執行,應檢查原因,如無其他故障,則等待一段時間後,重新啟動升溫鈕再次升溫。
(3)恒壓階段。蒸汽壓力高於設定值,確保整個過程壓力穩定。當壓力低於1.15MPa時,應及時補壓至1.25MPa以上,如遇頻繁掉壓應及時觀察各閥門關閉情況;恒壓時間控制約9~10h,當恒壓結束後,關閉手動閥門。
(4)排汙階段。蒸汽壓力由慢到快,一直處於上升趨勢,期間蒸汽會產生大量冷凝水,自動疏水閥無法排出,可分三次排汙。在壓力到達0.1~0.2MPa時,開兩端排汙閥,開度1/4~1/3,排水10min,直到排空後關閉;在壓力到達0.4MPa時,排汙閥開度1/4~1/3,排出水後關閉,如水量不大,可不進行第三次排汙。如二次水量大,在壓力到達0.7MPa時,排汙閥開1/4,每次排汙流量不得大於進汽量,防止失壓爆裂。
(5)降壓階段。在降溫步驟中,僅允許同時只有一個蒸壓釜進行。開啟降溫閥門,先倒氣再對靜養室及烘幹室、鍋爐水加熱進行進氣。降溫結束時,關閉閥門,如不準備繼續下一次蒸壓釜操作,按停止鈕終止操作過程,並將手動/自動鈕置於手動檔,此時可進行出釜操作,並註意壓力顯示是否已到零位。
(6)開釜門。操作工應穿好長袖外套,並註意壓力表顯示數據是否與安全出氣孔的氣流相吻合,確定釜內壓力達到安全界線以內,在通知釜後操作工後,方可開啟釜門。開啟釜門時,操作人員應站在釜門的右邊(禁止站在正前方),並有責任地勸阻他人離開釜門正前方。操作人員應經常檢查安全閥,以防失靈。
(7)出釜。出釜時牽引機啟動,將蒸養車從蒸養釜內牽引出,脫鉤器將蒸養車分開,吊機將蒸養車從釜前軌域吊至成品轉運軌域,重復操作至全部轉運完成。透過成品吊機將每模產品從蒸養車上吊至底板回程輥道,進行下一步掰板作業,蒸養車吊至蒸養車回程軌域。
冬季出釜時,根據掰板作業進度,掌握好出釜節奏,避免成品冷卻,做好產品保溫,減少因溫差產生的微裂紋。
ALC板新工法施工方法
ALC板新工法施工工藝流程為:地面清潔→墻體放線→開料調整→地面濕潤→頂部墊塊和管卡固定→頂側面批漿→底部打漿→底部墊塊固定→立板安裝→安裝調整→臨時固定→調整校對→管卡固定→連續安裝→底部補漿→退木楔補縫→掛網防裂。
施工過程中需要註意的有以下幾方面:
(1)地面清潔、墻體放線。其中,地面清理是指板材的安裝區域必須幹凈,無混凝土殘渣;墻體放線是指在條板安裝位置彈出條板,安裝定位線及控制線,標記門洞位置,墻體放線完成後應覆核墻體定位線與主體結構墻、柱、梁的尺寸偏差,尺寸偏差超過3mm應覆核調整。
(2)開料調整。ALC板生產7d後,方可安裝;按照排板圖,挑選與尺寸匹配的條板,條板外觀質素滿足要求;各項安裝輔材及施工機具準備齊全,專用砂漿按配方加水攪拌均勻;條板與主體結構水電接駁部位切割開口(方口);條板側面凹凸槽刷水,減少粉塵。
(3)頂部墊塊和管卡固定。每塊板安裝前利用手翻車翻起安裝,當條板高度≤3000mm時,管卡打入板上端距板邊80mm處,在板厚度居中位置安裝管卡;當條板高度>3000mm時,管卡打入板下端距板邊80mm處,在板厚度居中位置安裝管卡;當條板底縫高度為15~25mm時,墊塊居條板頂部中間固定。
(4)頂側底面批漿。頂側面專用砂漿批漿應均勻飽滿,厚度不應小於3~5mm,底部砂漿厚度20mm,砂漿攪拌完成後需在4h內使用完。
(5)立板安裝。條板應與墻體定位線對齊;作業人應提高警惕,安全施工。
(6)安裝調整。ALC條板擠漿安裝,條板豎向縫寬度應按要求控制(條板間豎縫3~5mm,最後一塊條板縫寬應小於20mm);條板底部雙側打木楔頂緊,安裝過程中隨裝、隨測、隨調整,滿足精度要求,嚴禁安裝後擾動。
(7)調整校對。條板垂度/平整度應控制在4mm/2m以內;主體結構有偏差,條板水平位移允許偏在3mm以內。
(8)管卡固定。嚴格按深化圖紙施工,每個條板不少於一個管卡,采用射釘將條板與主體結構固定牢靠。
(9)連續安裝。依照條板排板圖施工,從門洞邊開始向兩側依次連續安裝,洞口邊與墻的陽角處應安裝整板;無洞口隔墻應從墻的一端向另一端順序安裝,施工中非標 準切割條板應適當調整於靠剪力墻和柱方向,拼板寬度一般不宜小於200mm;非標準切割條板側向無壓槽應打磨處理(寬度30mm,深度3mm)。復合夾心條板依照條板排板圖施工,從墻的一端向另一端順序安裝,由樓板地面向樓板頂或梁底安裝,施工中非標準切割條板應適當調整於靠剪力墻和柱方向,拼板寬度一般不宜小於200mm。
(10)底縫補漿。地面掃除灰塵並灑水濕潤(條板安裝前施工);專用砂漿(復合夾心條板需用專用聚合物砂漿)填充密實,要求砂漿從單側進行灌縫,另外一側溢流出漿後,在兩側批平條板面;條板底縫高度宜控制在15~25mm。
(11)退木楔和補縫。間歇時間為安裝完成7d以後,退楔時嚴禁野蠻敲擊木楔,這樣容易使木楔松動,木楔斷裂殘留的底縫必須清除幹凈;補縫是指濕潤後填實縫隙。
(12)掛網防裂。抗開裂加強措施應在完成返填砂漿工序5d後進行;防裂過渡使用耐堿玻纖網格布,網格布寬度應大於返填寬度,不小於50mm。
ALC墻板驗收
條板工程質素應符合GB 50300—2013【建築工程施工質素驗收統一標準】、GB 50210—2018【建築裝飾裝修工程質素驗收規範】、JGJ/T 157—2014【建築輕質條板隔墻技術規程】和DBJ/T 15-181—2020【蒸壓加氣混凝土板套用技術規程】、 GB/T 15762—2020【蒸壓加氣混凝土板】、13J104【蒸壓加氣混凝土砌塊、板材構造】的有關規定。
4.1 驗收流程
在條板工程的自檢、交接檢合格的基礎上,進行專檢、復檢;由施工單位通知建設單位和監理單位進行各項隱蔽工程驗收、墻板安裝的重點部位驗收等工作。
4.2 驗收內容
(1)驗收資料準備:條板深化設計圖,施工過程中的設計變更、重大技術問題的處理檔,工作記錄,施工方案等;
(2)條板及配套輔材的產品合格證書、型式檢測報告、進場驗收記錄和復驗報告,現場配制粘結材料的配合比通知單。
4.3 驗收要點
(1)材料驗收進場前,檢查條板出廠資料、外觀質素,施工過程中按檢驗批次劃分抽取條板樣品送檢;
(2)輔材驗收:進場前檢查輔材的出廠資料、外觀尺寸及材質,施工過程中按檢驗批劃分抽取專用砂漿樣品送檢;
(3)工作面移交驗收:工作面移交前,檢查現場清理情況,主體精度是否滿足條板安裝要求;
(4)施工過程驗收:檢查現場安裝是否按圖施工,卡碼、抗震膠墊等輔材是否按方案實施,水電開槽是否按確定線采用專業工具切割開槽,補縫是否按施工工藝要求掛玻纖網格布;
(5)技術間歇時間:檢查退木楔補縫、水電開槽、掛網補縫等技術間歇時間是否按方案要求執行,同時應上墻驗收時間標識;
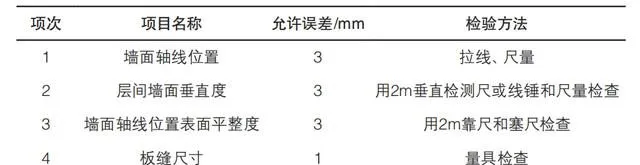
(6)安裝精度驗收:安裝完成後對墻體垂直度、表面平整度、板縫尺寸、墻板拼縫水平面等精度進行測量驗收,參照廣東省DBJ/T 15-181—2020【蒸壓加氣混凝土板套用技術規程】,具體安裝允許偏差和檢驗方法見表1;
(7)條板裂縫檢查:移交下道工序前應檢查墻體裂縫情況,如有開裂,應全數維修後移交。應制定專項保修方案,報修後及時跟進處理。
表 1 ALC板材安裝允許偏差及檢驗方法
新工法與傳統工法的對比分析
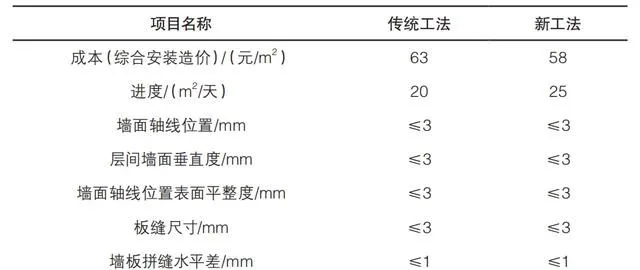
以宿舍樓100m2的安裝量為例,對成本、進度、質素進行比較,具體數據見表2。由表2可知,在成本方面,新工法較傳統工法經濟實惠,成本節省了5元/m2;在進度方面,新工法較傳統工法效率更高,效率提高了5m2/天;在質素方面,新工法較傳統工法質素更高,無任何表面開裂問題。因此,在該宿舍工程中使用裝配式免抹灰ALC板新工法,不僅節約了安裝造價成本,而且提高了施工效率、ALC墻板成品和施工質素。
表 2 新工法與傳統工法對比
結語
在盛騰科技構件廠宿舍樓專案中,內墻采用裝配式免抹灰ALC板新工法,以該專案為套用案例,本文在實際施工中總結了諸多經驗,並最佳化了裝配式免抹灰ALC板施工工藝,獲得了良好的社會效益和經濟效益,為今後裝配式建築ALC墻板安裝留下了寶貴的實踐經驗。
參考文獻
本文刊登於【混凝土世界】2023年06期 P58~P61