英国华威大学的S. Jabar 等人在国际杂志Materials & Design上发表文章Effects of the adjustable ring-mode laser on intermetallic formation and mechanical properties of steel to aluminium laser welded lap joints
论文导读
当将钢与铝连接时,连接过程中Fe和Al原子之间的反应会形成脆性的金属间化合物(IMCs)。这些IMCs的存在限制了连接的机械强度,因此需要控制这些化合物的数量。IMCs形成的原因是Fe在Al中的溶解度较差,如果超过一定量,可能会影响焊缝的机械性能。IMCs具有独特的性质,如硬度、有限的延性和韧性以及形态学特征。研究发现,与其他IMC相比,Fe2Al5 IMC层被广泛认为是最脆(11.8±1.8 GPa)的IMC相,也是焊接失效机械性能下降的主要原因。本论文研究通过使用可调节环形模式(ARM)激光,对IF钢与1050铝的远程激光焊接过程进行了实验,并深入研究了激光束形状对金属间化合物形成和力学性能的影响。通过调整核心/环形功率比,研究发现在传导模式下,核心/环形功率比为0.2时,可以获得更好的焊缝界面结合表面积,并显著减少Fe2Al5 IMC厚度,从而提高接头的剪切强度。
全文概述
本文研究了可调节环形模式(ARM)激光对IF钢与1050铝远程激光焊接过程中金属间化合物形成和力学性能的影响。研究结果表明,在传导模式下,核心/环形功率比为0.2时,提供了更大的焊缝界面结合表面积,通过最大剪切强度为97.6 N/mm2(接头效率71%)体现。此外,与高斯光束(功率比大于1)相比,这显著减少了Fe2Al5金属间化合物(IMC)厚度62%和总IMC厚度40%。在穿孔模式下,观察到裂纹和较低的剪切强度,与传导模式相比。值得注意的是,当核心/环形功率比为0.5时,观察到焊缝中显著的晶粒细化。
图文解析
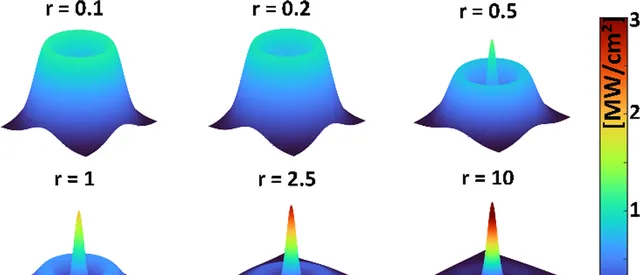
图1. 高斯光束与环形光束之间的功率比r示意图
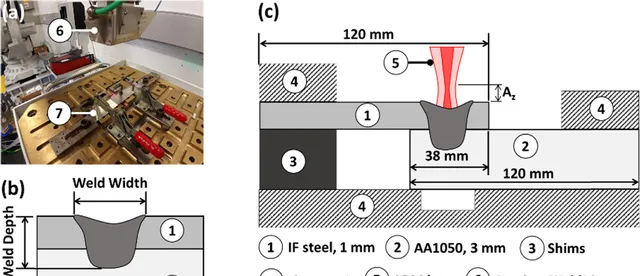
图2. (a)焊接装置;(b)焊缝剖面的深度和宽度;(c)显示试样和夹具设置示意图
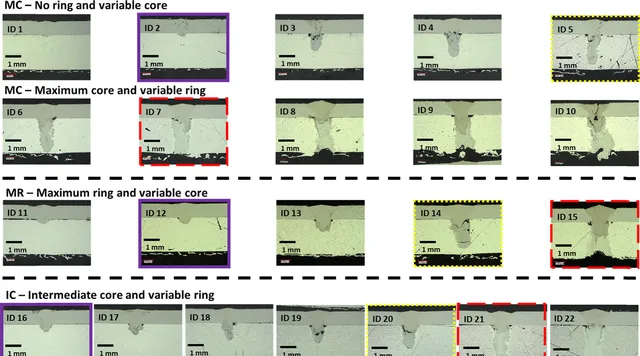
图3. 光学显微镜下各焊接标识的代表性横截面图
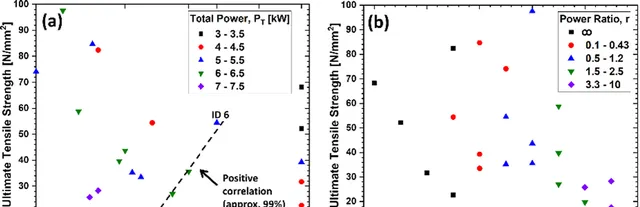
图4. (a)焊接试验的极限抗拉强度(UTS)与功率比的关系;(b)所有焊接试验的总功率
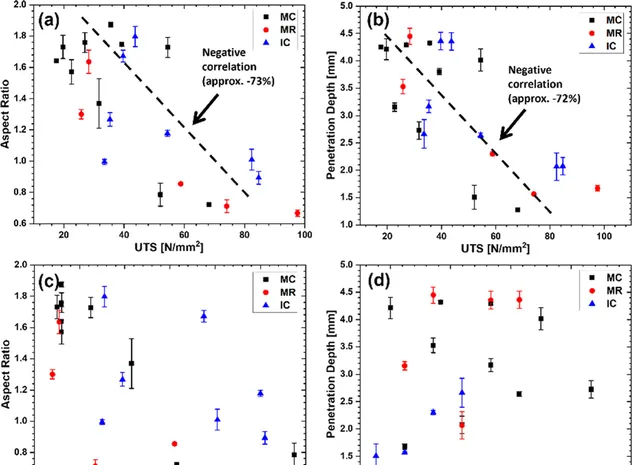
图5.(a)纵横比与UTS的关系;(b)延伸和穿透深度与UTS的关系;(c)所有焊接试验的功率密度
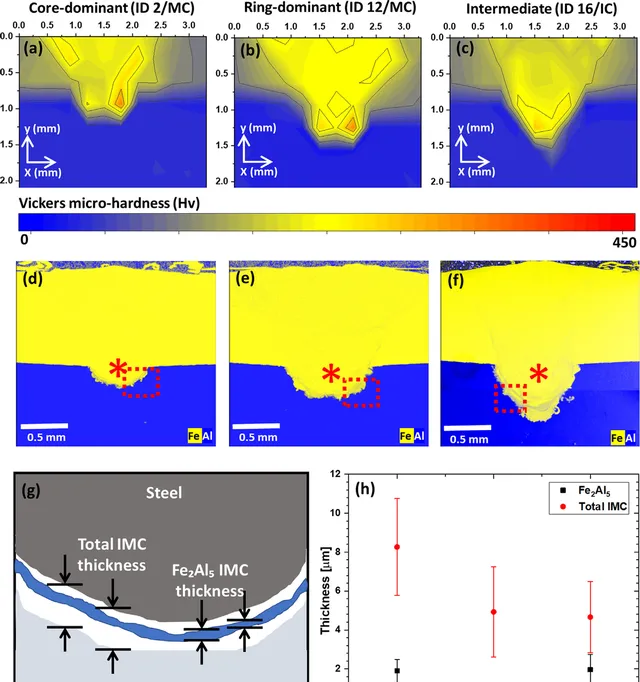
图6. (a-c)维氏显微硬度压痕等高线图;(d-f)相应的SEM-EDS化学图谱,用于代表性的传导模式焊接;(g)钢与铝界面的示意图; (h)传导模式焊缝的Fe2Al5和总IMC厚度
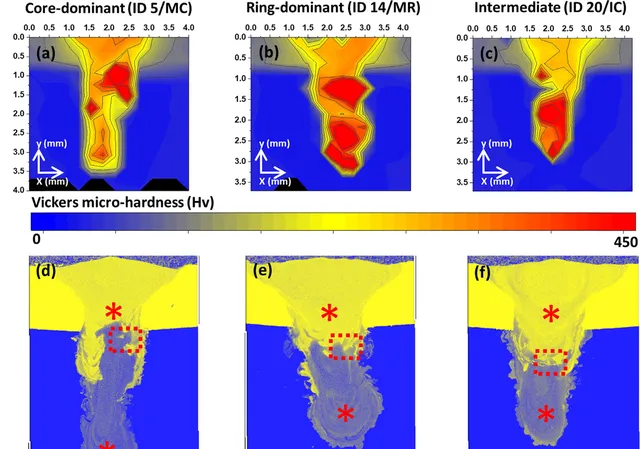
图7. (a-c)维氏显微硬度压痕等高线图;(d-f)相应的SEM-EDS化学图谱,用于代表性局部穿透穿孔模式焊接
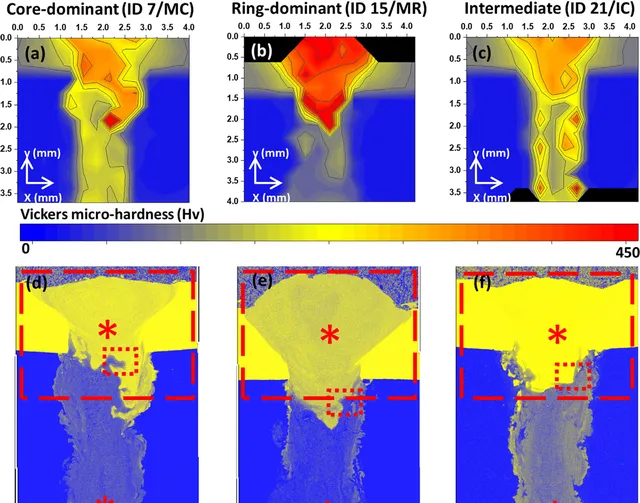
图8. (a-c)维氏显微硬度压痕等高线图;(d-f)相应的SEM-EDS化学图谱,用于代表性的全穿透穿孔模式焊接
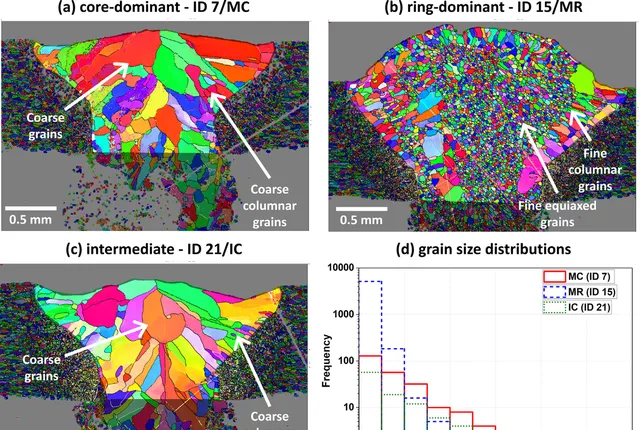
图9. EBSD图显示全穿透穿孔模式试验中富铁区域(上层板)的晶粒尺寸,并对晶粒尺寸分布进行了量化
4.总结
本研究探究了使用ARM激光对IF钢-1050铝合金异种搭接焊接接头的IMC形成、组织和力学性能的影响。研究考虑了三种焊接模式(传导模式、局部穿透模式和全穿透模式)以及三种选择的激光束形状(高斯光束、环形光束和高斯环光束)。研究结果表明,选择适当的高斯光束和环形光束的功率比是控制内部模态碳形成和组织的关键参数,从而最大程度提高焊缝的力学性能。在传导模式下,功率比为0.2的环形光束提供了最佳的焊接强度(71%接头效率)。在穿孔模式中,高斯光束产生了更大的焊接深度和更高的纵横比,但焊接强度明显降低。功率比为0.5的环形光束对焊缝中的钢侧晶粒细化有显著影响,这是由于环形光束的较低峰值温度导致更快的冷却速率,以及Al溶质向焊缝上部迁移对晶粒结构具有生长限制效应。Vickers显微硬度与Thermo-Calc对相体积百分比的预测之间存在强相关性,Fe4Al13的体积百分比越大,显微硬度越高。
论文链接:https://doi.org/10.1016/j.matdes.2023.111774
以上内容来自网络,仅供交流学习之用。如涉及版权等问题,请于5个工作日内联系我们,我们协调给予处理。











