回流焊工艺主要包含四个关键温区:预热、恒温、焊接和冷却。
预热阶段是回流焊流程的起始环节,整个电路板组件被持续加热以接近目标温度。
预热的主要目标是确保整个电路板组件能安全地达到回流之前的温度。
同时,这也是挥发性溶剂从焊膏中脱气的时机。为了让焊膏中的溶剂得到适当的排放,并保证组件能够安全地到达回流前的温度,PCB需要以稳定的线性方式进行加热。
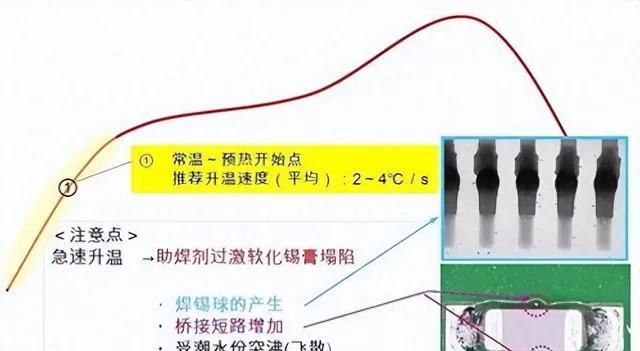
回流过程的第一个阶段的重要指标是温度升高的速度或者说温度上升的时间,通常以每秒摄氏温度变化量(C/s)来衡量。
这个值受到多种因素的影响,包括目标处理时间、焊膏的挥发性以及组件的特性等。尽管控制所有这些过程变量都十分重要,但在大部分情况下,对于敏感组件的考虑尤为关键。"
如果温度变化过快,很多组件可能会破裂。最敏感部件所能承受的最大热变率就是最大允许斜率"。
但是,如果不使用传感器且希望提高生产效率,可以通过调整斜率来优化处理时间 。
反之,如果使用含有强力溶剂的焊膏,快速加热组件可能会导致失控的过程。
由于溶剂脱气,溶剂可能会从焊盘中溅出,导致焊球。
一旦电路板升温至设定的温度,就应进入恒温阶段或预热阶段。
恒温区的回流焊通常需要60至100秒的时间,用于去除焊锡挥发物和活性助焊剂,助焊剂开始在元件引脚和焊盘上发生氧化反应。
过高的温巟可能会导致焊料溅出或形成球,以及焊锡附着在焊盘和元件末端的氧化。同样的,如果温度过低,助焊药剂可能无法完全激活,导致焊锡无法充分回流。
焊接区的常见温度峰值比液态线高20至40度。这个限制由组件上耐高温性能最低的部件(最容易受热损伤的部分)决定。
通常的做法是从最脆弱部件能承受的最高温度减去5度,得出最高工艺温度。需要对过程温度进行监控以防止超过这个限制,这非常重要。

此外,高温(超过240度)可能会损坏表面贴装元件的内部芯片,并促进金属间的化合物生长。
反之,温度不够热可能会阻止焊料的充分回流。
冷却阶段是最后一个区域,用于逐步降温处理的板并固定焊点。
适当地降温可以抑制多余的金属化合物的形成或对组件产生的热冲击。
典型的冷却区温度范围为35至100度。
通常建议的降温速率为每秒4度。这是分析制程结果时需要考虑的参数。











