英國華威大學的S. Jabar 等人在國際雜誌Materials & Design上發表文章Effects of the adjustable ring-mode laser on intermetallic formation and mechanical properties of steel to aluminium laser welded lap joints
論文導讀
當將鋼與鋁連線時,連線過程中Fe和Al原子之間的反應會形成脆性的金屬間化合物(IMCs)。這些IMCs的存在限制了連線的機械強度,因此需要控制這些化合物的數量。IMCs形成的原因是Fe在Al中的溶解度較差,如果超過一定量,可能會影響焊縫的機械效能。IMCs具有獨特的性質,如硬度、有限的延性和韌性以及形態學特征。研究發現,與其他IMC相比,Fe2Al5 IMC層被廣泛認為是最脆(11.8±1.8 GPa)的IMC相,也是焊接失效機械效能下降的主要原因。本論文研究透過使用可調節環形模式(ARM)激光,對IF鋼與1050鋁的遠端激光焊接過程進行了實驗,並深入研究了激光束形狀對金屬間化合物形成和力學效能的影響。透過調整核心/環形功率比,研究發現在傳導模式下,核心/環形功率比為0.2時,可以獲得更好的焊縫界面結合表面積,並顯著減少Fe2Al5 IMC厚度,從而提高接頭的剪下強度。
全文概述
本文研究了可調節環形模式(ARM)激光對IF鋼與1050鋁遠端激光焊接過程中金屬間化合物形成和力學效能的影響。研究結果表明,在傳導模式下,核心/環形功率比為0.2時,提供了更大的焊縫界面結合表面積,透過最大剪下強度為97.6 N/mm2(接頭效率71%)體現。此外,與高斯光束(功率比大於1)相比,這顯著減少了Fe2Al5金屬間化合物(IMC)厚度62%和總IMC厚度40%。在穿孔模式下,觀察到裂紋和較低的剪下強度,與傳導模式相比。值得註意的是,當核心/環形功率比為0.5時,觀察到焊縫中顯著的晶粒細化。
圖文解析
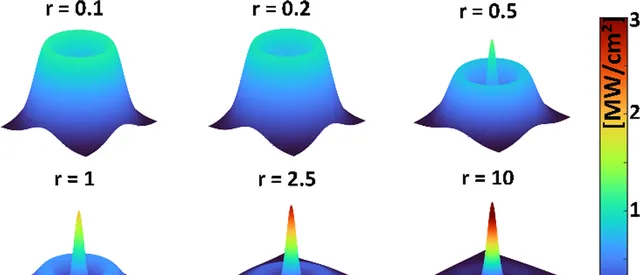
圖1. 高斯光束與環形光束之間的功率比r示意圖
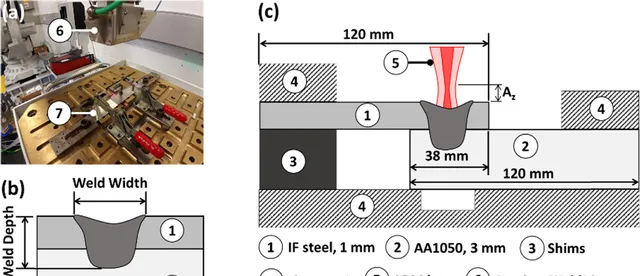
圖2. (a)焊接裝置;(b)焊縫剖面的深度和寬度;(c)顯示試樣和夾具設定示意圖
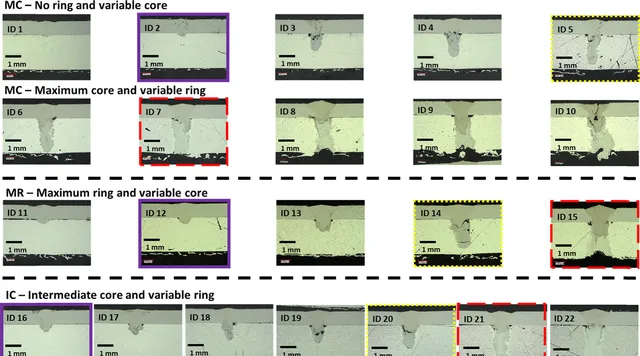
圖3. 光學顯微鏡下各焊接標識的代表性橫截面圖
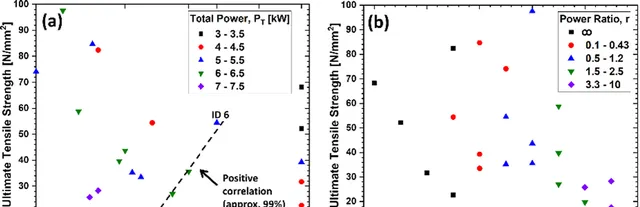
圖4. (a)焊接試驗的極限抗拉強度(UTS)與功率比的關系;(b)所有焊接試驗的總功率
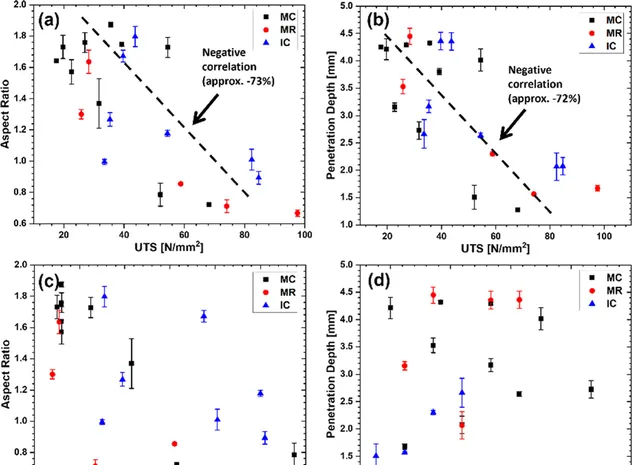
圖5.(a)長寬比與UTS的關系;(b)延伸和穿透深度與UTS的關系;(c)所有焊接試驗的功率密度
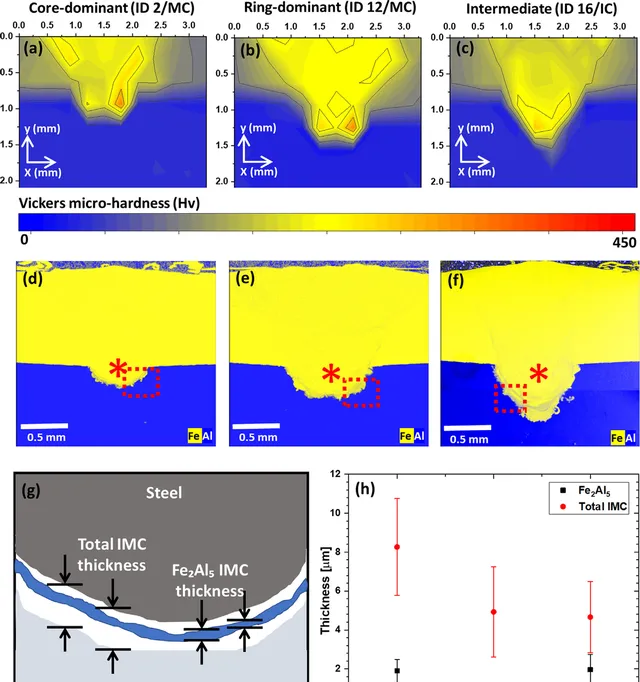
圖6. (a-c)維氏顯微硬度壓痕等高線圖;(d-f)相應的SEM-EDS化學圖譜,用於代表性的傳導模式焊接;(g)鋼與鋁界面的示意圖; (h)傳導模式焊縫的Fe2Al5和總IMC厚度
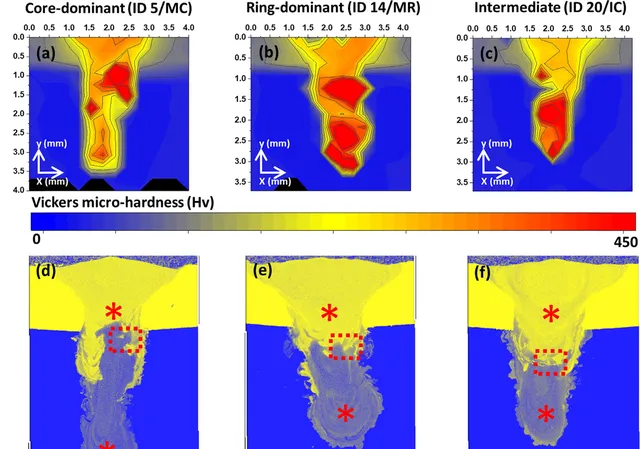
圖7. (a-c)維氏顯微硬度壓痕等高線圖;(d-f)相應的SEM-EDS化學圖譜,用於代表性局部穿透穿孔模式焊接
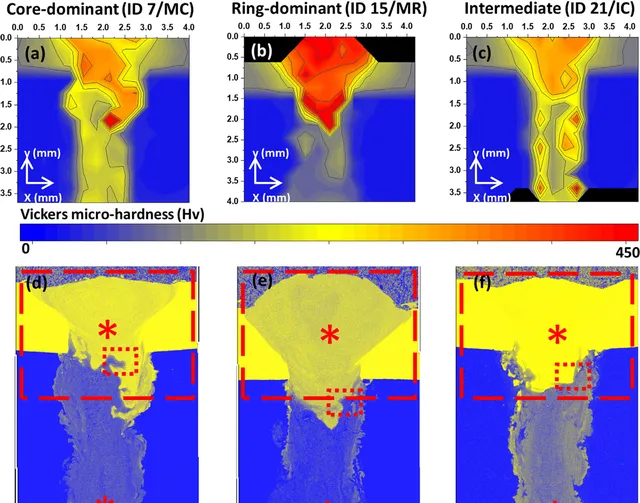
圖8. (a-c)維氏顯微硬度壓痕等高線圖;(d-f)相應的SEM-EDS化學圖譜,用於代表性的全穿透穿孔模式焊接
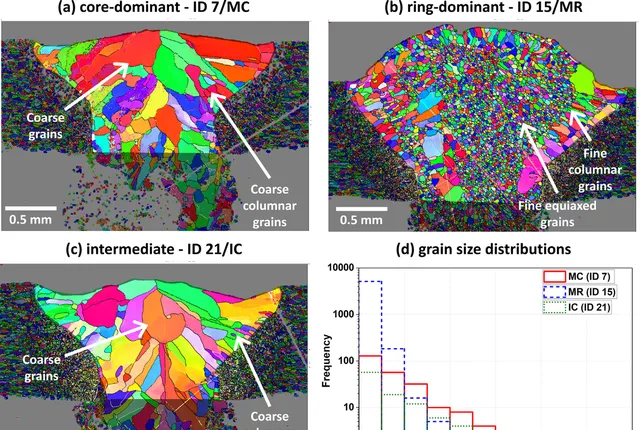
圖9. EBSD圖顯示全穿透穿孔模式試驗中富鐵區域(上層板)的晶粒尺寸,並對晶粒尺寸分布進行了量化
4.總結
本研究探究了使用ARM激光對IF鋼-1050鋁合金異種搭接焊接接頭的IMC形成、組織和力學效能的影響。研究考慮了三種焊接模式(傳導模式、局部穿透模式和全穿透模式)以及三種選擇的激光束形狀(高斯光束、環形光束和高斯環光束)。研究結果表明,選擇適當的高斯光束和環形光束的功率比是控制內部模態碳形成和組織的關鍵參數,從而最大程度提高焊縫的力學效能。在傳導模式下,功率比為0.2的環形光束提供了最佳的焊接強度(71%接頭效率)。在穿孔模式中,高斯光束產生了更大的焊接深度和更高的長寬比,但焊接強度明顯降低。功率比為0.5的環形光束對焊縫中的鋼側晶粒細化有顯著影響,這是由於環形光束的較低峰值溫度導致更快的冷卻速率,以及Al溶質向焊縫上部遷移對晶粒結構具有生長限制效應。Vickers顯微硬度與Thermo-Calc對相體積百分比的預測之間存在強相關性,Fe4Al13的體積百分比越大,顯微硬度越高。
論文連結:https://doi.org/10.1016/j.matdes.2023.111774
以上內容來自網絡,僅供交流學習之用。如涉及版權等問題,請於5個工作日行內系我們,我們協調給予處理。











