更多關註公號:環保水處理(hbscl01)
化肥廠甲醇泄漏
No.1 微量甲醇泄漏的水質變化
1、迴圈水中產生了大量的泡沫,泡沫細小稠密,且不溶於水。 2d後泡沫量大增。泡沫生成有一定的規律,即:白天加氯後大量生成,夜間泡沫抑制,隔3~4d泡沫生成量出現一次高峰。
2、泡沫產生後,迴圈水的濁度急劇上升。 因泡沫在水池水面中形成漿糊狀的懸濁液,使水池水體發白渾濁,透明度下降。
3、迴圈水中異營菌、真菌迅速增殖,異營菌高出日常100倍真菌也由原來的每毫升幾個上升至20個,幾天後真菌就無法計數 。迴圈水中出現原生動物的繁殖,且種類和數量越來越多,生物粘泥量也大大招標,並顯淡紅色。

甲醇泄漏圖片
No.2
處理辦法
1、甲醇水冷卻器出口應設立常規監測專案,及時發現,盡早切斷汙染源。
2、甲醇汙染迴圈水系統後,避免使用液氯及鹵素類殺菌劑,更不能用大劑量(ρ(余氯)>1-2mg/L)殺菌。
3、應采用非氧化性殺菌劑控制微生物,特別是應采用對真菌殺滅效果好的非氧化性殺生劑,以切斷反應酶的來源。
4、增大阻垢緩蝕劑量,控制迴圈水總磷在5mg/L左右。
5、密切註意迴圈水堿度變化和CO2 冷卻器的泄漏。HCO3- 和CO32- 對木質素有很強的溶解能力。
化肥廠氨泄漏
No.1 氨泄漏的危害
1、腐蝕加劇
迴圈水系統中漏氨的存在,促使硝化菌群的大量繁殖,導致系統pH降低,腐蝕加劇。氨和銅反應生成銅氨絡離子,腐蝕銅或者銅合金換熱器。
2、降低殺菌劑藥效,甚者導致殺菌失效
氨被氯氧化,從而消耗了大量液氯,迴圈水余氯檢測不到。嚴重時失去殺菌作用,因而使系統各類細菌數量和粘泥猛增,COD及濁度增加,水質發黑變臭。
No.2
氨泄漏的判斷和尋找
1、迴圈水表觀
氨泄漏至迴圈水中,微生物大量繁殖,藻類快速滋生,水就變得腥臭,顏色變成黃褐色或深褐色。

2、日常報表數據分析
(1)水Np-N,NO2和NO3 離子濃度增高;
(2)pH值發生變化;
(3)COD、總鐵、濁度升高
3、泄漏尋找
分析COD,取各水冷卻器出水水樣分析COD,與迴圈水總供水COD進行比較,凡水冷器出水COD>迴圈水總供水COD,就說明有泄漏,這樣就可以最終查出某一台或數台產生泄漏的水冷器,這是普遍采用的也是最有效的辦法。
No.3
氨泄漏的處理措施
1、消除泄漏源
迴圈水發生泄漏後,必須盡快尋找泄漏點並消漏。尋找出的泄漏器材應立即從系統中切出。如確實無法切出的,經應讓其迴圈水回水就地排放,避免影響其他換熱器材和整個迴圈水系統。 這是解決氨氮泄漏對迴圈水系統危害最有效、最根本的辦法。
2、降低濃縮倍數執行
由於泄漏後水質嚴重惡化,為了盡快降低微生物粘泥在迴圈水中的濃度,減輕水質惡化對水冷器的危害,應增大排汙水量和補水量。
3、最佳化殺菌劑
非氧在漏氨情況下明顯優於氧化性殺菌劑,建議多采用,同時應配備有充足的殺菌劑;
氧化性和非氧化性殺菌劑在漏氨情況下的交替投加尤為重要,而且應該根據漏氨量的大小,適當增大一次性殺菌劑的投加量和頻次。

4、投加剝離劑
投加剝離劑控制冷卻水系統內衛生區沈積,可以對迴圈水中的微生物的繁殖進行均勻刺激,加快其新陳代謝,建立起微生物的生態平衡,均衡的微生物可以使迴圈水中的粘泥變得膨脹,疏松,失去黏性和生物活性,從而使粘泥難以在迴圈水中穩定、沈積。
煉油廠物料泄漏
No.1 物料泄漏的判斷
最科學最有效的是透過水質分析指標確定:
有一條就要增加分析頻度,確定分析合理,報告排程,尋找冷卻器泄漏源。
|
檢測指標 |
現場 |
備註 |
|
余氯 |
檢測不到 |
|
|
正磷 |
大大降低 |
|
|
鋅離子 |
大大降低 |
|
|
濁度 |
有升高趨勢 |
水體發白或發紅 |
|
總鐵 |
有升高趨勢 |
|
|
色度 |
有升高趨勢 |
|
|
COD |
升高 |
|
|
不同物料泄漏表現現象不同: |



現場泄漏輕油的圖片
No.2
查漏的方法
1、色質聯用分析儀—多需萃取富集後進樣
2、根據水質特征可選擇分析:
油含量分析——跟蹤分析
氨氮分析
COD分析
TOC分析——變化率
No.3
泄漏的原因分析
物料泄漏無非 兩個原因:
一是物料側: 酸性成分引起—催化劑、溶劑、物料等
二是水側: 腐蝕—垢下腐蝕、微生物腐蝕、氧腐蝕
No.4
泄漏後的處理措施
1、切斷漏源。
2、排汙置換。
3、手動強化旁濾反沖洗。
4、控制好藥劑指標,加大殺菌劑力度,可加生物分散劑;
汽油、輕烴---揮發性大,水溶性低;
柴油、苯系--揮發性大,有乳化性,加破乳劑;
氨——調好pH後,每天加非氧化殺菌劑。
煉鋼廠油泄漏
冶金行業煉鋼廠濁環冷卻水系統屬於直冷開式迴圈水系統,主要用於爐體、連鑄機等器材冷卻。在噴淋冷卻過程中,產生一定數量的氧化鐵皮和沖刷出一定數量的器材潤滑油, 透過水處理執行工藝並配套投加水質穩定劑進行處理,濁環水水質好壞直接影響噴嘴堵塞率,特別是停機檢修煉鋼器材潤滑油、機油容易帶入迴圈水體,造成水質異常, 具體如下:
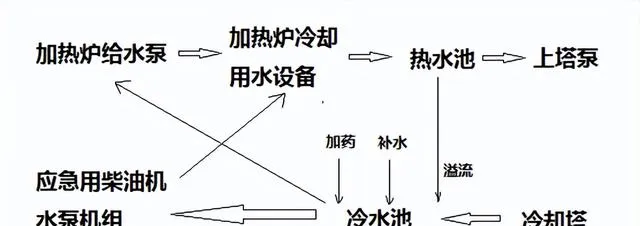
煉鋼工藝流程圖
No.1
漏油的判斷
煉鋼廠常用潤滑油有機油、奶油、齒輪油,器材停機檢修時容易漏入水體,最明顯的特征是水體乳化,水質中COD含量會迅速增加,濁度和油含量迅速升高,水質變黃(機油泄漏時水體表面有顏色),水體絮凝效果差,表面漂浮厚厚一層絮凝體。
|
泄漏物料 |
泄漏後的現象 |
檢測指標 |
|
芳香烴類換熱器泄漏 |
最明顯的特征是水質變紅,各項水質指標如濁度、懸浮物、COD和腐蝕速率等相應上升。在冷卻塔下有特殊的芳香味 |
COD、懸浮物、余氯 |
|
氣態烴 |
與迴圈水中的氯和溴等氧化劑立即反應,余氯會立即下降,經冷卻塔噴淋後有異味,如果泄漏量大,上塔立管可聽見氣體的聲音。 |
余氯和加氯量 |
|
重油(如渣油和油漿) |
水體總量呈黑色,濁度大振幅提高,油含量依泄漏程度有所提高,對系統加氯量有一定影響 |
濁度、油含量、余氯和加氯量、COD、懸浮物 |
|
蠟油和重柴油 |
水體會變成灰白色,有黃色的浮沫,浮沫較多時手感較粘,濁度與油含量均有上升,加氯量上升余氯下降 |
濁度、油含量和余氯加氯量 |
|
輕柴油 |
水體變成灰白色,並有黃色的泡沫,泄漏後水體乳化較嚴重,濁度上升較快,油含量升高,水面有明顯的彩色油光,加氯量隨油中的硫含量的多少而不同,但裝置COD變化不明顯 |
濁度、油含量和余氯加氯量 |
|
酸性氣或酸性水 |
酸性氣或酸性水主要分布在重油催化和汙水汽提裝置,酸性氣體泄漏後,水體pH值下降較快,余氯變化明顯,泄漏量較大時水體能聞見明顯的臭雞蛋氣味 |
pH值、COD、余氯 |
|
氨泄漏 |
氨類換熱器泄漏後pH值上升,泄漏時間較長後,加氯量變化較明顯,余氯偏低,總鐵升高,泄漏量達到一定程度時,冷卻塔附近有氨味 |
氨氮、濁度、余氯和pH值 |
|
汽油 |
汽油味C4-C20組分,汽油組分中含有少量的輕組分,泄漏量較大時,迴圈水顏色會變成黑紅色。汽油的揮發性強,透過涼水塔能聞到較濃的汽油味道。汽油組分泄漏後,COD上升,余氯下降 |
COD、余氯和油含量 |
|
潤滑油 |
最明顯的特征是水體乳化,水質中COD含量會迅速增加,濁度和油含量迅速升高,另外由於潤滑油大多是機泵使用投加量較少,泄漏後器材潤滑油油位會迅速降低 |
COD、余氯和油含量 |
|
最科學最有效的是透過水質分析指標確定: |
有一條就要增加分析頻度,確定分析合理,報告排程,尋找冷卻器泄漏源。
No.2
漏油的危害
一是水體乳化,影響絮凝效果
二是濁度迅速增大,容易堵塞噴嘴
三是消耗殺菌滅藻劑量,造成菌藻滋生
No.3
處理措施
1、切斷漏源
2、排汙置換
3、手動強化旁濾反沖洗。
4、增大溢流量,表面浮油集中收集
5、增加絮凝劑、殺菌滅藻劑用量
考慮到環保因素,采用不排汙處理含油迴圈水避免迴圈水受到更嚴重的汙染。
當迴圈水濁度大於30NTU,含油量大於10mg/L,傳統的處理方法是大排大補,透過大量置換使水體恢復正常 。現環保要求不允許排汙置換。
為盡快恢復正常生產,減少油對系統的損害,可采用物理和化學相結合的處理方法。先進行人工撈油,將水面浮油盡量撈去,目的是減少汙染,回收可利用資源,然後按要求分批加入化學藥劑,將器材及管道內壁黏附油汙清洗剝離,透過生物降解,配合旁濾池反沖洗,使降解產物排出系統,從而凈化水質。
維持正常的迴圈水濃縮倍數執行操作,不大量排水,不汙染環境。轉入正常後補加緩蝕阻垢劑,對系統進行補膜處理。
No.4
漏油操作步驟
1、關閉漏油源
找到漏油的換熱器後立即把它關閉,切換出系統。
2、撈油
系統穩定後,關閉旁濾池,人工撈油,盡可能將上層浮油排出系統並回收利用。
3、加藥及處理過程
根據現場情況,每天按處理方案進行,其過程及當天相應水質情況詳見表 漏油處理過程
|
檢測指標 |
現場 |
備註 |
|
余氯 |
檢測不到 |
|
|
濁度 |
迅速升高 |
水體發黃或發白 |
|
總鐵 |
有升高趨勢 |
|
|
色度 |
有升高趨勢 |
|
|
COD |
迅速升高 |
|
|
油 |
迅速升高 |
|
日期 |
具體實施過程 |
備 註 |
||
|
時間 |
藥劑名稱 |
用量mg/L |
||
|
每天 |
8:20 8:30 8:40 8:50 |
SL-L4 SL-L2 SL-L1 SL- L3 |
10 10 20 10 |
加大旁濾池反沖洗量 當日停止加氯 第四天加大通氯量,維持余氯0.5mg/L。 |
|
9:30 14:00 15:15 16:10 16:30 16:50 17:00 |
SL-L1 SL-L2 SL-L4 SL-L1 SL-L2 |
20 30 10 30 40 |
||
在全封閉、不排汙、不置換的條件下,加藥後第二天,經過生物降解,含油量及濁度就明顯下降,幾天後,水質基本恢復正常。生物降解汙染物最終產物為非黏性的生物絮狀體,不粘附石英砂,可由旁濾系統帶出水場。
在全封閉、不排汙、不置換的條件下,除油處理幾天,即把汙染物基本清除幹凈,濁度、油含量降至l5 mg/L以下,監測指標中試管腐蝕率達標。











