纖維增強樹脂基復合材料(FRP)具有高比強度、高比剛度、耐高溫、結構可設計性以及輕量化等優點,被廣泛套用於航空航天等領域。熱固性復合材料(TSC)在當前的飛機結構得到成熟的套用,但其存在的固有缺陷使效能更優,更具有可持續發展潛力的熱塑性復合材料(TPC)備受關註,如灣流G650型公務機的尾翼是由碳纖維增強聚苯硫醚(CF/PPS)復合材料焊接而成。
空客A330/A340飛機內側壁板采用了碳纖維增強聚醚酰亞胺(PEI)復合材料橫桿扣件,A350機身卡箍采用TenCate公司的CF/PPS制造。空客H-160直升機采用碳纖維增強聚醚醚酮(PEEK)代替鈦合金制造旋翼槳榖中央件。與TSC相比,TPC具有更高的抗疲勞強度和沖擊損傷容限,固化周期短,便於二次加工和回收利用。因此,熱塑性復合材料有望成為新一代航空結構材料的發展目標。

在生產大型或復雜航空結構件時,需要透過連線將各零件組裝成整體部件。目前復合材料的連線技術可分為機械連線、膠接連線及熔融焊接三類。
20世紀60年代,美國太空總署(NASA)對高效能復合材料機械連線展開研究,從結構設計,模擬分析以及力學效能實驗等方面,提出了一套針對復合材料機械連線設計、制造和套用的指導規範標準。1997年美國啟動「復合材料經濟可承受性(CAI)」專案,研究低成本的大型結構膠接技術,成果顯著。膠接結構已經成功套用於F-35型戰鬥機框架與進氣道蒙皮的連線,降低了緊固件數量、裝配時間和成本。
對於TPC來說,由於熱塑性樹脂較低的表面能導致與膠黏劑結合能力差,其受熱軟化,冷卻硬化的特性使熔融焊接成為新型連線方法。波音公司國防和航天集團進行了一項成本比較研究,報告稱與螺栓連線相比,透過熔焊連線復合材料機翼可以節省61%以上的勞動力。
本文對航空復合材料結構套用到的機械連線、膠接連線和熔融焊接技術進行概述,重點闡述電阻焊接、感應焊接、超聲焊接三種連線技術的原理及套用、連線質素控制等研究熱點,從焊接質素和成型工藝對不同連線技術進行比較與分析。
1
密封圈用EPDM膠料效能
航空結構整體化成型技術的發展,使機械連線結構大振幅減少,但是某些傳遞大載荷的分離面仍需要采用機械連線,因此也就更為關鍵。如空客A380機身段的連線和機翼的鉚接,F-22型戰鬥機機翼使用緊固連線件高達14000個。另外,機械連線雖然有連線效率低的缺點,但其突出的優點是安全可靠、傳遞大載荷、可重復裝配和拆卸。因此,機械連線在未來很長時間內仍是飛機結構主要的連線手段之一。機械連線按照連線物件可分為復合材料連線或復合材料與金屬連線。圖1所示為鋁和復合材料的兩步緊固,將鋁和層合板放置於沖頭和分體式模具之間,透過沖壓形成機械互鎖,再經過底部模具向上壓實形成咬合連線結構。
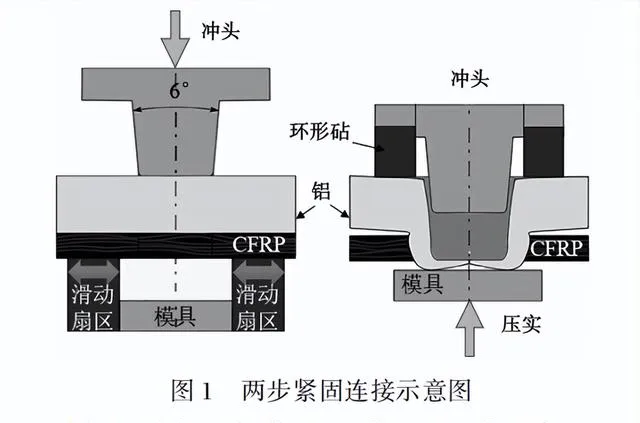
TPC與金屬的機械連線研究主要是設計先進的緊固工藝以獲取高強度接頭。Lambiase等研究了鋁和CFRP的兩步緊固,表明沖頭錐度和直徑會顯著影響接頭底部形貌和CFRP的損傷形式。將沖頭錐度角從12°減少到6°,剪下強度可增加50%。沖頭直徑增加能提高鋁和CFRP接觸面積,但容易造成層合板產生分層缺陷(圖1)。Lambiase對比分析了不同緊固模具對TPC/金屬連線接頭的影響。證明開槽模具不適合連線TPC,矩形模具透過較低的連線力能獲得較高的剝離強度,圓形模具可以成型出效能最佳接頭。孫勝等透過有限元方法建立了復合材料螺栓連線和鉚接模型,較小過盈量的幹涉配合能提高連線強度,采用凸頭鉚釘的連線結構擠壓強度與埋頭鉚釘相比提高15%。
為了減少工藝引起的損傷,可以透過加熱基體來提高延展性。Benjamin等介紹了三種新型的機械連線技術,如圖2所示。1)沿厚度方向切割金屬及TPC,局部加熱使樹脂軟化後透過模壓成型(貼合);2)在加熱後的TPC內植入嵌件,在TPC不變形的前提下成型(鑲嵌);3)對傳統剛性連線的改動,透過模壓直接成型(壓合)。貼合連線使纖維重新定向,接頭成型快,適用於連線超高強度鋼或厚層合板。鑲嵌連線使纖維在樹脂流動狀態下被移到兩邊,套用更加靈活。壓合連線不需要準備步驟或精度要求,不用打孔破壞纖維。
2
膠黏連線
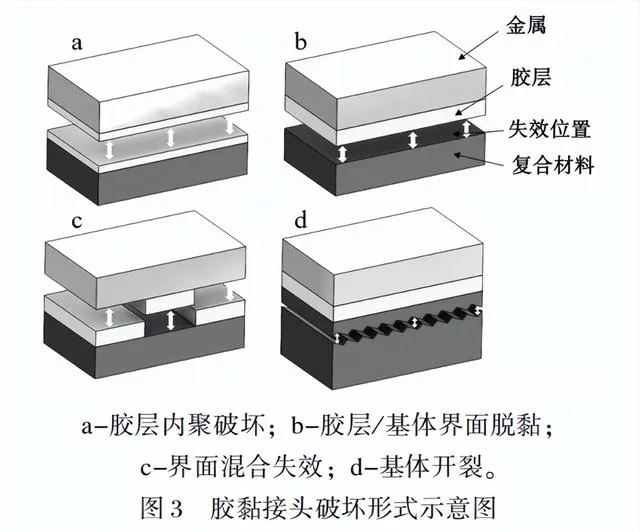
膠黏連線是一種能夠傳遞均勻應力的高效連線方式,減重的同時提高了抗疲勞和耐腐蝕能力。現代飛機的機身、油箱、艙門等部件的制造中均有大量套用,例如B-58重型轟炸機采用膠接取代約50萬只鉚釘,黏接壁板面積占全機總面積的85%;一架小型飛機采用膠接替代鉚接,可減重20%,強度提高30%。金屬與復合材料膠接破壞形式如圖3所示。在實際生產中,由於膠接受工藝影響較大,並且復合材料與膠層界面復雜,基體/膠層界面的黏接強度難以準確測定。從其破壞形式可知,要獲得承載效能最佳的膠接接頭,需要提高膠黏劑和基材之間、層合板層間的界面結合強度,使最終破壞形式傾向於膠層內聚破壞,最大化發揮膠黏劑效能。
董煒等研究了表面處理工藝對鈦板與復合材料黏接效能的影響,證明合適的表面處理工藝能提高膠黏效果。Hirulkar等研究了濕熱老化結合迴圈熱沖擊對CFRP膠接接頭彎曲效能的影響,濕熱老化時,溫度越高接頭強度降低越明顯,而熱沖擊對彎曲效能影響不大。與TSC相比較,TPC吸水率低,不易受濕熱條件影響,但膠黏劑種類不同會導致耐濕熱效能有所區別,影響接頭效能。要實作良好的黏接,需要根據基材類別和性質、接頭服役環境、成本因素選用合適的膠黏劑。進行相應篩選試驗,獲取不同結構膠黏劑的力學效能,以供合適的選擇。
為獲得足夠的接頭強度,Peng等采用熱熔膠膜和熔融黏接兩種連線技術研究了工藝參數(熔融溫度、鋪層順序等)對玻璃纖維/聚丙烯(GF/PP)接頭強度的影響,相比之下熔接強度更高,而熱熔膠膜連線加工周期短,成型壓力更低。
TPC具有較低的表面能,這使得黏合劑很難黏附表面並產生良好的黏接。Rhee等在固定氣氛環境下,用直流等離子改性鋁板表面,增加了表面粗糙度,剪下強度相較原始試樣提高33%,剝離強度提高6倍。Rhee等研究了輻照處理對鋁-復合材料黏接接頭的影響,氧環境下,氬離子輻照能使碳氧親水鍵強度增加,斷裂韌性有顯著提高。所以黏合劑和表面處理方法的選擇對於接頭強度至關重要,也是具有前景的研究方向。
3
熔融焊接
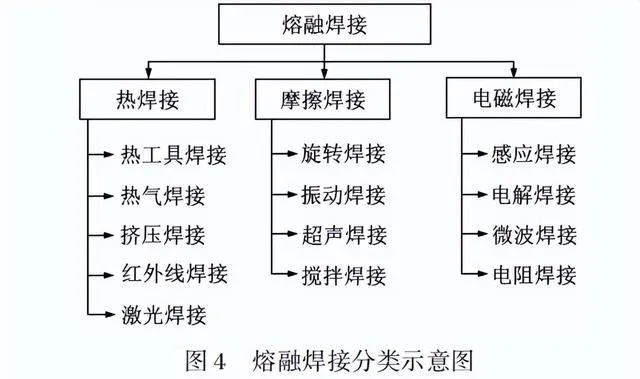
在連線復合材料時,使用機械連線預制孔會破壞增強纖維,而影響整體結構效能,異種材料連線還有可能產生電偶腐蝕弱化界面。對膠接來說,受環境影響、黏結劑的固化時間較長是其主要缺點。此外,TPC的膠接還需要預處理以改善復合材料的潤濕性和表面張力。熔融焊接指的是將界面處的樹脂加熱至黏性狀態,使樹脂基體相互擴散,並冷卻形成焊接接頭。根據發熱機制的不同可以將熔融焊接分為三類,如圖4所示。德國宇航中心采用電阻焊接制造了新A320飛機後壓力艙壁展示件,采用碳纖維結代替原有金屬網,將8塊CF/PPS復合材料部件焊接起來。荷蘭Fokker公司采用CF/PPS復合材料透過感應焊接制備了灣流G650的方向舵和升降舵。與機械連線和膠接相比,焊接方法可以獲得可靠、穩定的接頭,更具發展優勢。
3.1 電阻焊接
電阻焊接(RW)原理如圖5所示。電流流經加熱元件產生焦耳熱,在加熱元件表面的高溫會導致熱塑性樹脂的熔化,由焊接壓力壓實形成焊接接頭。
目前研究集中在控制焊接過程的參數以及影響接頭質素的因素。21世紀初Stavrov等]認為搭接剪下強度測試(LSST)是表征接頭力學效能的唯一方法,但隨著研究深入,Reis等認為LSST只能提供斷裂時的平均切應力,無法表征實際環境復雜性,需要單一或混合載入的韌性試驗評估接頭的斷裂行為。接頭溫度分布會影響整體結構和最終力學效能,Panneerselvam等對GF/PP的電阻焊接展開研究,電流水平、壓力大小及加熱時間會影響接頭效能,電流過低或加熱時間太短不足以軟化基體,反之又會引起局部過熱或纖維斷裂。Shi等發現,GF/PEI焊接接頭內部溫度和熱應力分布會影響孔隙分布,而孔隙形成與殘余物(制備預浸料的溶劑和水分)揮發或高溫下基體剛度降低引起的殘余壓應力釋放有關。
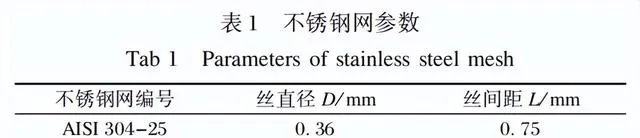
加熱元件(HE)作為焊接過程中最關鍵的部份,如何產生均勻的加熱和較好的界面結合強度是人們所關註的重點。20年前Ageorges等就比較了單向纖維和織物兩種加熱元件,兩者都顯示出溫度隨電阻增加而增加的特性,但織物相比具有更好的溫度均勻性,單向纖維橫向上的傳熱相當差。單向纖維的好處在於不會產生異種植入物,同種材料的結合效能更好。而力學效能方面,織物比單向纖維的搭接剪下強度(LSS)高出69%,層間斷裂韌性(GIC)高179%。González等對兩種系列的不銹鋼網加熱元件進行對比試驗,加熱元件參數如表1所示。不銹鋼網較小的絲束密度能使熔融樹脂在網眼兩側均勻擴散,但更大的絲束密度代表更快的加熱速度,達到所需樹脂熔融溫度時的電流強度更低。由於TPC電阻焊接時加熱元件與碳纖維不可避免的接觸,可能會在接頭內部產生新的回路導致漏電,影響界面效能。Dubé等開發了一種陶瓷塗層(TiO2)不銹鋼網的絕緣加熱元件,在加熱元件表面透過高速氧火焰噴塗法沈積一層高延展性的納米結構TiO2粉末,塗層良好的隔熱效能降低了邊緣效應,提高了焊縫溫度均勻性,同時在樹脂熔融後觀測到電阻值並沒有下降,成功防止電流泄漏。
3.2 感應焊接
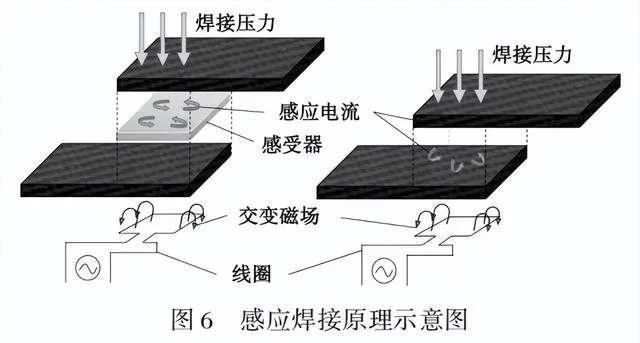
感應焊接(IW)的原理是在導電線圈上施加交流電壓時產生交流電,感應出時變磁場,當加熱元件被放置在時變磁場附近時,就會產生渦流,渦流流過導電回路在焊接界面產生熱量,因此也可以使用編織增強纖維產生閉環,如圖6所示。與電阻焊接不同的是,感應焊接不需要感應線圈與加熱元件接觸,能夠更好地控制加熱區域。
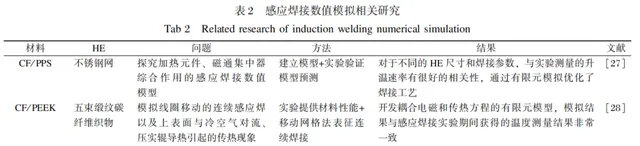
感應磁場的加熱元件種類以及待焊部件種類不同導致加熱機制的不同。目前學術界根據產熱位置分為:焦耳損耗加熱、介電滯後加熱及接觸結點加熱。對於復合材料的復雜結構,確定加熱機制對控制接頭溫度均勻性和力學效能至關重要。文獻采用數值模擬方法研究了TPC感應焊接,如表2所示。
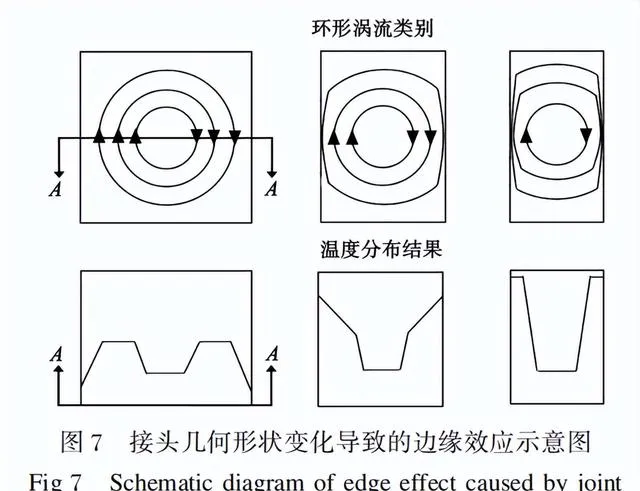
對感應加熱而言的主要問題是焊接區域溫度分布均勻性,線圈形狀、圈數會影響產生磁場大小,不同形狀的線圈適用於不同的焊接試件。接頭區域的幾何形狀會造成不同的邊界效應,如圖7所示。當線圈尺寸大於焊接區域尺寸時,渦流只能沿著最靠近的邊緣流動,從而導致邊緣區域電流密度和溫度較高。解決這一問題目前有兩種方法:一是模擬會產生邊緣效應的區域,透過改變線圈形狀降低影響。另外一種是最佳化金屬網的形狀來重新定向渦流流動路徑,從而建立更均勻的加熱。
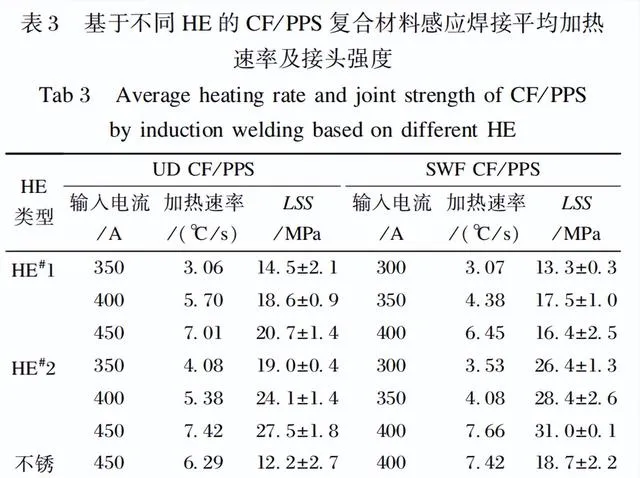
2017年加拿大學者Farahani等提出了一種新型的碳納米纖維加熱元件,在碳納米纖維表面塗層鍍銀或鍍鎳,研究了這些新型加熱元件在單向(UD)和緞紋織物(SWF)CF/PPS復合材料感應焊接中的加熱效率,用LSS表征接頭強度並與傳統不銹鋼網接頭進行了比較。結果如表3所示,HE#1代表Ag塗層CNF,HE#2代表Ni塗層CNF。根據這些結果表明,加熱過程的升溫速率取決於加熱元件的類別以及待焊件類別,緞紋織物表現出比單向纖維復合材料更高的升溫速率,且加熱速率越高,搭接剪下強度越高。塗層後的碳納米纖維表現出與不銹鋼網相當或部份超過的力學效能。
3.3 超聲焊接
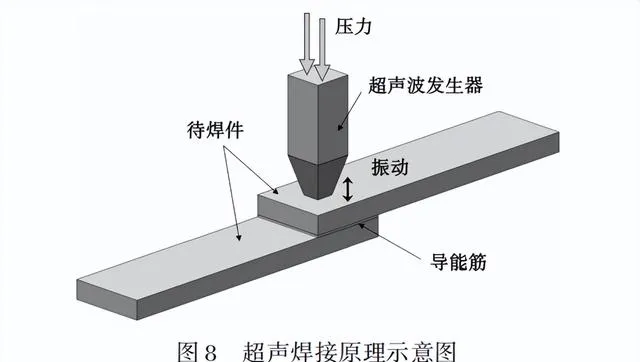
1984年Potente提出超聲焊接熱塑性高分子材料的機理,圖8為超聲焊接(UW)原理圖,待焊件與導能筋(感受器)在焊接壓力下接觸固定,超聲波發生器將高頻交流電轉換為高頻振動,小振幅變化的運動產生了分子間摩擦並轉換為熱能,經過傳導到達接頭界面,直到熔融導能筋,在壓力下流動並浸潤待焊件形成連線。與電阻焊接、感應焊接等其他焊接技術相比,超聲焊接是最快的連線方法之一,適合大量和自動化生產。不像感應焊接與電阻焊接需要植入異種材料或纖維,而是在焊接界面鋪敷一層叫做超聲波導能筋(ED)的凸起或平整的樹脂材料,減少了可能造成的影響。
綜合最新研究進展,TPC超聲焊接的研究重點在於工藝參數最佳化、焊接控制方式、導能筋類別、異種復合材料焊接。控制超聲焊接工藝的參數是壓力、振幅和時間,而振動頻率對選用的超聲波發射器一般是固定的。壓力和振幅決定產熱速率,振動時間決定了輸入焊接接頭的能量以及最終質素。研究表明,焊接質素隨焊接時間的增加而提高,但較長的焊接時間會在接頭界面處形成較大的孔洞和裂紋。Hongon等研究了不同頻率的聚丙烯和聚甲基丙烯酸甲酯搭接聚合物的超聲焊接,研究表明高頻[kHz]下形成的接頭強度高,這是因為高頻提供更高的界面溫度。在焊接過程中,振動時間可以透過設定值來直接控制,或是透過改變焊接能量和超聲波發生器垂直位移兩個參數來間接控制。即「能量控制」或「位移控制」方式。相較於能量控制,位移控制焊接能夠獲得更穩定、可靠的焊接接頭質素。
導能筋(ED)是富含樹脂的人造微突起結構,不含任何纖維,在焊接過程中放置在界面處,是超聲焊接中最重要的結構之一。它透過和被附著物相對運動、自身剛度低於被附著物剛度兩個先決條件來集中加熱,相對運動能促進表面摩擦,剛度差距促進黏彈性加熱。典型的導能筋形狀為三角形、半圓形和矩形,如圖9所示。
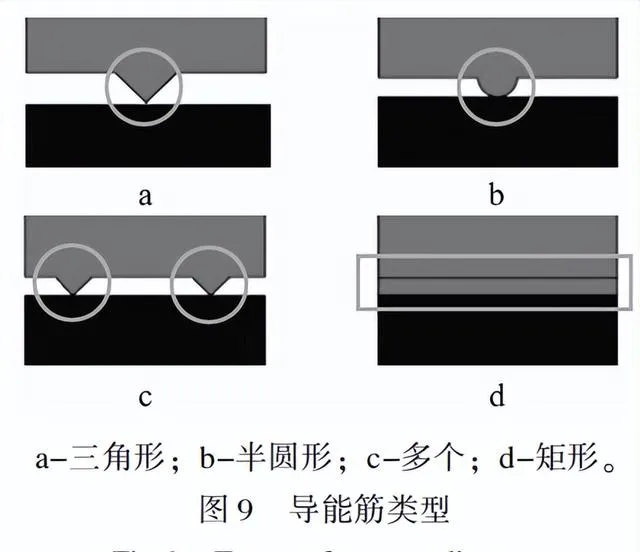
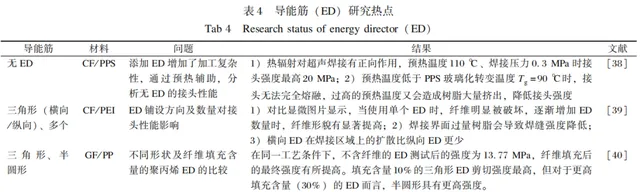
表4提供了部份ED對接頭效能影響的研究,其形狀決定了界面接觸狀態,影響基板之間的熱量產生,從而影響接頭質素。然而,使用ED會導致局部纖維含量減少,這是由於添加了額外的樹脂基體,從而導致接頭薄弱。需要註意的是,ED中填充纖維會對接頭效能造成影響,但其復雜影響還需深入研究。
3.4 電阻、 感應、 超聲焊接工藝比較
電阻焊接發展最早,發展至今工藝水平不斷提高,接頭質素也隨之更優,但表征接頭效能的方法非常有限,對於疲勞、蠕變或環境影響下的接頭行為研究較少,透過獲取不同環境影響下的數據,能得到更真實的焊縫質素影像。其次,焊接時需要使用植入物可能會影響焊接強度,並導致成本相應增加。
電阻、感應焊接都存在邊緣效應導致界面不均勻加熱,對於接頭效能造成較大的影響,為了消除或減弱這種影響,可以采用焊件兩端主動冷卻或使用較高焊接功率等方法。同時對於感應焊接加熱機制到底是透過纖維導電的渦流加熱,透過相鄰處纖維重疊的焦耳加熱或是介電滯後加熱,還需要更深入的研究值模擬方法被證明是行之有效的焊接分析方法。數超聲焊接與前兩種方法的區別在於不需要添加異種材料,透過鋪敷同種基體的樹脂膜就能達到連線的目的,導能筋形狀及數量、纖維填充含量都是目前正在研究的主要問題。
超聲焊接也存在一定局限性,大型的連續連線無法在一次焊接過程中完成,對於特殊的幾何形狀結構還需要進行特殊設計。由於振動很難穿透較厚的部件並在焊接區域振動,因此不足以產生良好質素的焊縫,由於器材功率限制,目前焊接厚度都限制在3mm左右。焊接過程中,某些高剛度、高硬度和材料特性中的阻尼因素會改變傳遞到焊接界面所需要的振動能量。由於迴圈載荷作用,部件有可能在過程中發生疲勞破壞。
在生產零部件方面,電阻焊適合形狀簡單的焊縫焊接,感應焊有處理復雜幾何形狀焊縫的潛力,超聲焊接更適合點焊。三種方法的共同點在於都依賴工藝參數的變化,比如焊接時間、功率、壓力等等,因此如何擴大工藝視窗也是未來工程套用和科學研究的熱點。從總體上看,電阻、感應、超聲焊接都是適用於熱塑性復合材料連線的技術,透過加熱焊接界面來熔融樹脂基體,並冷卻固化形成焊接接頭。在實際生產中,TPC的電阻和感應焊接已經在航空航天工業的高端結構件有少量套用,超聲焊接速度快,周期短,但焊接存在厚度限制,同時由於迴圈載荷不適用於高耐久結構的焊接。
表5提供了CF/PPS的電阻焊(RW)、感應焊(IW)、超聲焊(UW)的最佳工藝參數以及LSS對比。如表5所示,在最佳工藝參數下,三種焊接技術的剪下強度都達到了31MPa以上。在斷裂表面的觀察中發現電阻焊接在靠近接頭邊界的位置仍有樹脂未完全熔化。如31所提及的,由於邊緣效應的存在,邊界應當是感應焊接時溫度最高的位置。然而與電阻焊接接頭相比,理當較高的焊接質素並沒有使感應焊接接頭具有更高的剪下強度。研究表明,無論采用三種焊接工藝中的哪一種,焊接接頭都可以獲得類似的力學效能。Reis等透過DCB試驗獲得I型斷裂韌性結果顯示,RW接頭的臨界能量釋放率較高。應考慮其他因素或者采用單一或混合模式載入的斷裂韌性測試方法表征接頭效能,量化其抗損傷效能。為特定套用選擇焊接工藝,接頭的材料和幾何形狀也是影響焊接工藝選擇的考慮因素。

TPC的熔融焊接與機械連線、膠接相比具有無法比擬的優點,包括減少表面處理要求、具有可再加工和可回收性等。其中電阻焊、感應焊、超聲焊因其能夠在焊接界面直接加熱至熔體熔融黏合,降低對結構其余部份的影響而成為最有發展意義的連線技術。
3.5 其他連線技術
除了上述的幾種連線方法,熔融焊接中的攪拌摩擦焊、摩擦自鉚焊等具有長遠的研究和發展前景。同時,新型連線技術的探索也至關重要,從化學鍵合、異種材料連線、新型結構等角度開發連線技術。
Ageorges等提出了熱塑性樹脂混雜夾層的連線方法,將纖維布一面塗覆熱塑性樹脂,控制樹脂厚度使其僅浸漬纖維布單側,然後放置另一側與TSC濕鋪層一同熱壓固化,纖維布能促進熱塑性和熱固性樹脂的機械聯鎖。Meng等提出多尺度機械聯鎖和黏接耦合的摩擦自鉚焊接,透過設計接頭結構使其抗剪強度達到27MPa。Deng等綜述了熱塑性樹脂-環氧樹脂的相互作用,透過共固化獲得帶有熱塑性表面層的熱固性基體,在共固化過程中會形成半互穿網絡,為熱塑性復合材料的異種連線提供了理論依據。Hufenbach等透過熱塑性樹脂基體可熔性,在GF/PP材料中引入金屬銷釘,分析了幾種銷釘在TPC內的失效模式,為新型熱塑性復合材料連線技術的發展提供了選擇。另外,Jiang等綜述了TPC與金屬連線技術的發展現狀,從成型、界面結構及連線機理等方面分析攪拌摩擦焊的特點,認為攪拌摩擦焊與其他新型連線技術結合是未來發展方向。此外,進一步研究反應性加工熱塑性塑膠的焊接也是必要的,如使用液體註射工藝制造的聚氨酯、環對苯二甲酸丁二醇酯等。
4
結論及展望
1) 機械連線和膠接連線技術成本低,簡單可靠,在航空領域得到非常成熟的套用,但用於熱塑性復合材料連線時,存在一些固有缺陷。目前研究熱點集中在先進的緊固工藝,選用合適的膠黏劑和表面處理方
2) 電阻、感應、超聲焊接是熔融焊接技術中研究最熱門和具有前景的連線技術。試樣的連線質素由接頭溫度分布、接頭植入元件種類、成型工藝共同決定。連線質素可以透過搭接剪下強度表征,在合適的工藝參數下,三種焊接技術獲取的搭接剪下強度相近,但雙懸臂梁測試下的I型斷裂韌性差異較大。
3) 除本文介紹的連線方法,TPC與異種材料如TSC、金屬、功能梯度材料的連線技術也具備發展前景。熱塑性復合材料連線技術的發展對實作高質素、高效率、低成本、輕量化的航空結構連線意義巨大。大多數研究集中在透過實驗分析工藝參數和接頭質素的影響規律,今後可以從多尺度層面探究不同參數間的耦合作用機理。搭接剪下實驗並不能完全表征連線質素,仍舊欠缺完善的表征方法。另外,對蠕變、疲勞載荷下的接頭行為研究相對較少,應透過數值模擬方法構件連線模型,模擬失效行為及預測壽命和強度。











