長三角G60激光聯盟導讀
瑞典烏普莎拉大學的研究人員使用氧化石墨烯塗層粉末減少激光粉末床熔融 MnAl(C) 的裂紋。相關論文以「Crack reduction in laser powder bed fusion of MnAl(C) using graphene oxide coated powders」為題發表在【Scientific Reports】上。

由於稀土資源的有限性和使用成本的大振幅提高,開發低稀土或無稀土類高效能永磁材料越來越成為世界各國磁性材料研究的重要方向之一。MnAl(C)是一種很有研究前景的無稀土磁體。在激光粉末床熔融(L-PBF)中加工MnAl(C)時,高冷卻率可保留高溫ε相,然後在低溫下退火,制備出鐵磁性τ相。然而,MnAl(C) 已被證明難以用L-PBF 打印,而且材料容易出現嚴重開裂。
在本研究中,研究人員研究了在粉末上添加氧化石墨烯 (GO) 塗層會如何影響 MnAl(C) 的可加工性和打印部件的效能。研究人員采用濕化學工藝在 MnAl(C)粉末上塗覆了 0.2 wt.% 的 GO。GO 的加入減少了打印部件中裂紋的形成,同時也影響了沿生長方向的001織構程度。打印後,參照材料和 0.2 wt.% GO 的密度分別達到 93% 和 87%。圖1顯示了 MnAl(C)粉末在塗覆氧化石墨烯(GO)前後的掃描電鏡(SEM)圖。
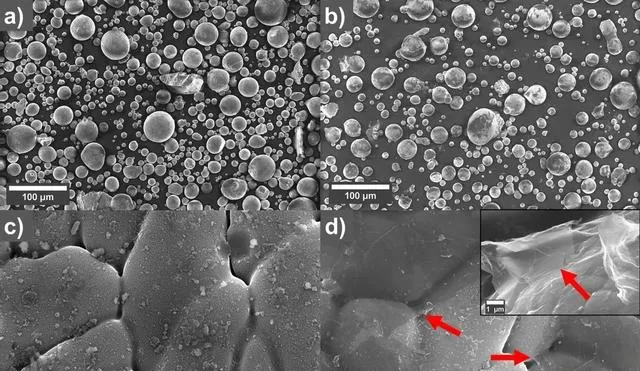
圖1:MnAl(C) (a,c)參照物和(b,d) 0.2 wt.%氧化石墨烯塗層粉末的SEM圖。(d)中的氧化石墨烯表用紅色箭頭表示。(d)中的插圖顯示了從粉末顆粒表面伸出的氧化石墨烯薄片。
此外,透過影像分析,比較塗覆粉末和未塗覆粉末制成的打印樣品,計算出裂紋減少了 35%。這兩種粉末主要形成ε相,但在打印後的部件中可以觀察到一些γ相和ε相混合的兩相區域,但在未塗層的參照樣品中似乎更為突出,也可能與裂紋有關。兩種樣品在 560°C 下熱處理 5 分鐘後,τ 相和少量的次生相都會出現。振動樣品磁強計用於測量樣品磁效能,參照樣品的剩磁為 33 Am2/kg,矯頑力為 139 kA/m,0.2 wt.% GO 樣品的剩磁為 30 Am2/kg,矯頑力為 130 kA/m。這些結果表明,GO 塗層是減少 L-PBF MnAl 中裂紋的可行方法,同時不會降低材料的磁效能。
對於可以完成打印的樣品,圖 2 顯示了輸入的體積能量(激光功率除以艙口間距、層厚和掃描速度)對打印部件密度的影響。在所有測試的加工參數下,未塗層參照部件的密度都高於塗層樣品,而且密度隨著能量輸入的增加而增加。此外,與使用 20 W 激光功率但輸入能量相近的樣品相比,使用 22 W 激光功率但掃描速度較低的塗層粉末(圖 2 中黑色方框內的圓圈)的密度更高,這表明激光功率非常重要。使用 GO 塗層粉末打印的部件密度較低的原因可能是在打印過程中觀察到這些粉末的濺射增加了。所觀察到的GO塗層濺射的增加與另一項使用相同類別塗層的研究結果一致。密度較低的一個可能的解釋是,GO塗層只是強調了 MnAl(C)已經存在的濺射問題。要進一步減少這種濺射現象,還需要研究更多的加工參數。
圖2:打印件的能量輸入與密度對比的加工參數圖。
圖 3a 和 b 顯示了打印部件拋光截面的SEM 顯微圖。打印後樣品拋光截面的高倍掃描電鏡圖(圖 3c、d)顯示了一些特征(用紅色箭頭表示)。裂紋是透過這些較大的特征產生或傳播的。但也有一些小的特征與孔隙或裂縫無關。從圖 3e、f 可以看出,這些特征似乎是兩相區域,其中一相已被膠體二氧化矽的基本拋光懸浮液蝕刻。

圖 3:未塗覆樣品(左)(a,c,e)和塗覆了 0.2 wt.% GO 的樣品(右)(b,d,f)的拋光橫截面的 SEM 顯微圖。(a、b)低倍顯微照片顯示了孔隙形態和裂縫數量的差異。(c、d)顯示裂紋附近的兩相區域(紅色箭頭所示),(e、f)顯示兩相區域的詳細特征。
打印的未塗層參照物和 0.2 wt.% GO 樣品的蝕刻橫截面(圖 4)顯示出蜂窩狀結構。
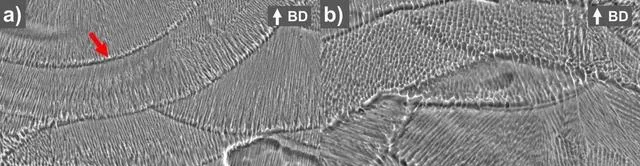
圖 4:(a)未塗層參照樣品和(b)0.2 wt.% GO 塗層樣品的蝕刻橫截面的 SEM 顯微照片。可以觀察到熔池邊界(紅色箭頭所示)和蜂窩狀微觀結構。圖中的生長方向 (BD) 是向上的。
圖5顯示了退火未塗層參照樣品和 GO 塗層樣品的高倍掃描電鏡。如圖所示,拋光的熱處理樣品(圖 5a、b)的橫截面與打印後的樣品(圖3)不同。對於 0.2 wt.% 的 GO 樣品,能觀察到的這些特征非常少,但對於未塗層的參照樣品,能觀察到許多特征,這些特征看起來比打印後的樣品均勻得多,這表明這不是兩相區域,而是純γ2相。出現差異的原因可能是未塗層參照樣品的蜂窩結構更細,導致熱處理期間新相的晶粒生長速度不同。退火後,在原樣中觀察到的蜂窩狀結構仍保持某種形式(圖5c、d),與退火前相比,未塗層參照樣品和塗層樣品的蜂窩狀結構寬度相似。此外,在這兩種樣品中仍然可以觀察到熔池邊界。這說明 5 分鐘的退火時間不足以去除打印過程中殘留的所有微觀結構特征。
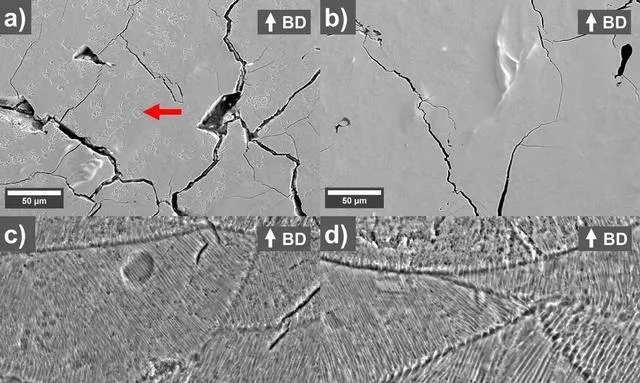
圖5:在 560°C 下熱處理 5 分鐘的退火(a,c)未塗層參照物(左)和(b,d)0.2 wt.% GO(右)部件橫截面的 SEM 圖(a,b)為未蝕刻橫截面,(c,d)為蝕刻橫截面。圖中生長方向 (BD) 向上。
總之,在 pH 值為 7.4 的濕化學工藝中,利用帶正電的天然金屬氧化物表面和帶負電的GO薄片之間的靜電吸重力,將 MnAl(C) 粉末塗覆到氧化石墨烯(GO)上。使用塗有 0.2 wt.% GO 的粉末的 L-PBF 打印部件的開裂現象明顯減少。這項研究表明,在不影響磁性的情況下GO 可以作為減少MnAl(C)L-PBF 中裂紋的有效方法。還需要進一步研究如何使用針對塗層粉末進行最佳化的其他打印參數來減少濺射和增加密度,可能的話還需要研究雙重熔融,但第一次和第二次掃描中使用不同的參數。
論文連結:
Tidén, S., Abenayake, H., Löfstrand, J. et al. Crack reduction in laser powder bed fusion of MnAl(C) using graphene oxide coated powders. Sci Rep 14, 1142 (2024). https://doi.org/10.1038/s41598-024-51283-5
長三角G60激光聯盟陳長軍傾心奉獻!
同時歡迎參加我們 長三角G60激光聯盟 在南京舉辦的 第二屆激光智造在儲能行業中的套用 大會(南京)、 激光智造在新能源汽車中的套用大會(合肥)











