任何一種機器,沒有孔是做不成的。
要把零件連線起來,需要各種不同尺寸的螺釘孔、削釘孔或鉚釘孔;為了把傳動部件固定起來,需要各種安裝孔;機器零件本身也有許多各種各樣的孔 ,如油孔、工藝孔、減重孔等。
加工孔從而使孔達到要求的操作稱為孔加工。 在機械零件中,帶孔零件一般要占零件總數的50%~80%,孔的種類也是多種多樣的,有圓柱形孔圓錐形孔、螺紋形孔和成形孔等。
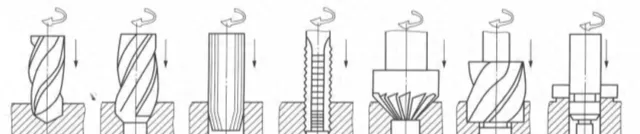
常見的孔加工方法有 鉆孔、擴孔、鉸孔、鏜孔、拉孔、磨孔和孔的光整加工 等。
今日小編分享幹貨—— 在銑床上鉸孔 ,幫助大家破解孔加工難題。
鉸刀

01
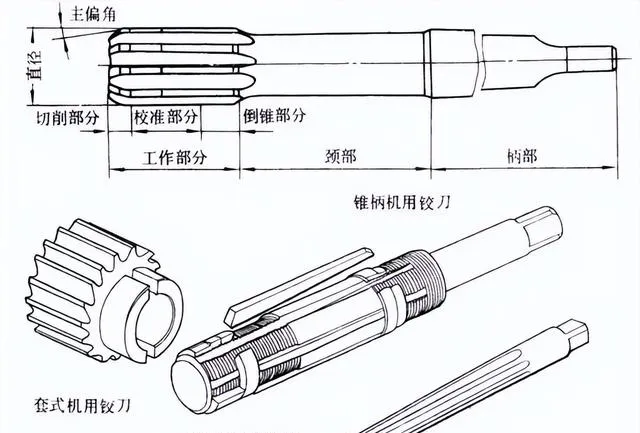
鉸刀的工作部份由引導錐、切削部份和校準部份組成
02
頸部在鉸刀制造和刃磨時起空刀作用。
03
柄部是鉸刀的夾持部份,鉸削時用來傳遞轉矩,有直柄和錐柄(莫氏標準錐度)兩種。
鉸孔方法
鉸孔前的孔加工
鉸孔是用鉸刀對已粗加工或半精加工的孔進行精加工。在鉸孔之前,一般先經過鉆孔或擴孔,要求較高的孔,需先擴孔或鏜孔。精度要求高的孔,還需要分成粗鉸和精鉸兩次鉸孔。
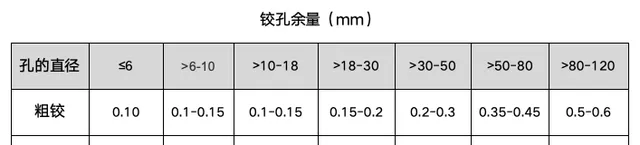
鉸孔余量的確定
鉸孔余量的大小直接影響鉸孔的質素 。
余量太小時上道工序所殘留的加工痕跡不能被全部鉸去;余量太大時,會使孔的精度降低,表面粗糙度增大。
鉸削用量
在銑床上使用普通高速工具鋼鉸刀鉸孔,加工材料為 鑄鐵 時,切削速度Vc≤10m/min,進給量f≤0.8mm/r ;加工材料為 鋼 時,Vc≤8m/ min,f≤0.4mm/r 。使用 硬質合金 鉸刀鉸孔,Vc為8~14m /min,f為0.3~1.0mm/r 。
切削液的選擇
為了能獲得較小的表面粗糙度值和延長刀具的耐用度,所選用的切削液應具有較好的流動性,以沖去切屑和降低溫度,並應具有良好的潤滑性。
具體選擇:
鉸削 韌性材料 可采用 乳化液或極壓乳化液 ,
鉸削 鑄鐵等脆性材料 時,一般采用 煤油或煤油與礦物油的混合油 。
鉸孔的質素分析
表面粗糙度太大
1.鉸刀刃口不鋒利或有崩裂,鉸刀切削部份和校準部份不光潔
2.鉸刀切削刃上粘有積屑瘤、容屑槽內切屑粘積過多
3.鉸削余量太大或太小
4.切削速度太高,以致產生積屑瘤
5.鉸刀結束時反轉
6.切削液選擇不當或澆註不充分
7.鉸刀偏擺過大
孔徑擴大
1.鉸刀與孔的中心不重合,鉸刀偏擺過大
2.鉸削余量和進給量過大
3.切削速度太高,鉸刀溫度上升導致直徑增大
4. 操作者粗心,未仔細檢查鉸刀直徑和鉸孔直徑
孔徑縮小
1.鉸刀超過磨損標準,尺寸變小仍繼續使用
2.鉸刀磨鈍後繼續使用,造成孔徑過度收縮
3.鉸削鋼料時加工余量太大,鉸後內孔彈性變形恢復,使孔徑縮小
4.鉸鑄鐵時加了煤油
孔軸線不直
1.鉸孔前的預加工孔不直,鉸小孔時由於鉸刀剛度小,未能糾正原有的彎曲
2.鉸刀導向不良,使鉸削時方向發生偏歪
孔呈多菱形
1. 鉸削余量太大和鉸刀刀刃不鋒利,使鉸削時發生"啃切」現象、發生振動而出現多菱形
2. 鉸前預工孔圓度誤差太大,使鉸孔時鉸刀發生彈跳現象
3.機床主軸振擺太大











