
點選上圖了解全球增材制造峰會詳情
根據Science發表的【Additive manufacturing of highly entangled polymer networks】一文,研究人員開發了一種叫做CLEAR的3D打印技術,可以用於在需要平衡快速硬化和後續處理能力的套用場景中。透過這種方法,可以制造出具有更高強度、更好韌性和更復雜形狀的聚合物產品。
近期,高分子力化學前沿上分享的「【Science】高度纏結聚合物網路的增材制造」一文,揭示了CLEAR 3D打印技術如何結合光聚合和暗聚合技術來制造具有高剛度和韌性的聚合物材料。這種策略特別適用於制造水凝膠和彈性體,這些材料在生物醫學工程、軟體機器人和可穿戴裝置等領域具有廣泛的套用前景。
論文連結:
https://www.science.org/doi/10.1126/science.adn6925
「 3D Science Valley 白皮書 圖文解析

」
3D科學谷發現
3D Science Valley Discovery
I CLEAR 策略的關鍵特點包括:
- 結合光聚合和暗聚合:透過在光聚合過程中引入暗聚合步驟,可以在沒有額外刺激的情況下實作聚合物鏈的緊密纏結。
- 高單體轉化率:CLEAR方法能夠在室溫下實作高單體轉化率,這意味著更多的單體分子參與到聚合反應中,從而提高材料的效能。
- 無需額外刺激:與傳統的數位光處理(DLP)技術相比,這種方法不需要在打印後進行額外的光或熱處理,簡化了制造過程。
- 高延伸能力:透過這種策略制造的材料具有比傳統DLP制造的水凝膠和彈性體更高的延伸能力,提高了材料的韌性。
- 高分辨率和多材料結構:該方法能夠打印出具有高分辨率和多材料特性的結構,這為制造具有復雜功能的裝置提供了可能。
- 空間編程粘附:透過這種方法,可以實作對濕組織的空間編程粘附,這對於開發能夠與生物組織交互作用的醫療裝置尤為重要。
I 潛在的套用領域:
I 研究和開發方向:
Insights that make better life
研究背景和意義
纏結在自然界中普遍存在,從染色體DNA到動態的蠕蟲纏結都有例項(1)。高溫熔體中的聚合物纏結已經得到很好的研究;然而,纏結對聚合物網路疲勞和斷裂的作用最近才得到重視(2–4)。與化學交聯不同,纏結作為非永久性交聯,在應力下可以相互滑動,從而同時增加材料的模量和韌性,而不引起脆化或滯後現象。因此,利用纏結作為材料的增強劑,尤其是那些透過新興的基於光刻的增材制造技術(如數位光處理(DLP)(5)、連續液體界面生產(6,7)或計算軸向光刻(8,9)生產的材料,成為一種研究熱點。由於其極高的粘度(10),預先存在纏結的聚合物熔體難以透過這些方法均勻處理。因此,開發低粘度(單體或低聚物)樹脂,使聚合物鏈在形成時引入纏結是有益的。實作鏈的同時增長和密集的鏈纏結需要對樹脂成分(即單體、交聯劑和光引發劑)進行精確控制。一種方法是使用異常低的光引發劑濃度(<0.01 wt.%)(3,11,12);然而,這會導致反應速率緩慢(幾小時),與許多依賴於幾秒鐘內快速交聯的槽型光聚合技術(如DLP)不相容(圖1A)。高光引發劑濃度或放射線曝光大大加快了聚合,但這些方法會導致過多的引發點和鏈終止事件,從而建立一個具有高比例懸掛端的網路(圖S1)。這些懸掛端的纏結無法被共價交聯固定,因此在張力下不能承受較大的負荷(補充文本)。因此,對於高纏結聚合物網路的槽型光聚合存在一個權衡,即制造中需要快速反應,但這會減少聚合物的擁擠程度和有效纏結的形成。
研究思路和創新點:
結合光聚合和暗聚合用於3D打印
DLP是一種有前景的自下而上的槽光聚合方法,它透過逐層投影2D切片影像實作三維(3D)物體的高速制造(13, 14)。盡管DLP具有潛力,但處理參數如光衰減添加劑以控制分辨率、氧抑制和自由基介導的鏈增長反應的擴散限制,可能會導致單體轉化的不均勻,降低長聚合物鏈的整體濃度和打印物體的強度(圖1B和圖S2)。為了克服這種機械效能與可加工性的沖突,本研究引入了一種一步法、光照後的連續固化過程,輔以氧化還原引發(CLEAR),用於透過槽光聚合方法形成高度纏結的聚合物網路。CLEAR使空間光照射(即光聚合)設定物體的形狀,而補充的氧化還原反應(即暗聚合)則允許物體內未反應的單體緩慢達到完全轉化,從而實作高濃度的纏結聚合物鏈(圖1C)。連續固化過程在室溫下進行,無需額外的光或熱步驟。
研究人員首先展示了CLEAR在水凝膠加工中的套用。盡管水凝膠在組織修復、藥物輸送和生物醫學裝置方面很有前景,但3D打印水凝膠的機械效能通常遠低於鑄造或模塑形成的水凝膠(14, 15)。研究人員選擇了丙烯醯胺作為模型單體,並使用低濃度的雙丙烯醯胺作為交聯劑(3)。透過非常慢的反應速率鑄造形成的水凝膠包含密集的纏結和稀疏的交聯點,從而實作了高模量和高韌性(圖S3)。對於打印,DLP樹脂包含單體、交聯劑、光引發劑和光吸收劑的混合物,而CLEAR樹脂在3D打印前則包含相同的組分,並添加了氧化還原引發劑(表S1)。從DLP和CLEAR樹脂中制備的薄膜(100μm)在沒有交聯劑的情況下的1H核磁共振(NMR)光譜表明,CLEAR中的丙烯醯胺消失,聚丙烯醯胺出現(約98%轉化),而DLP中約95%的丙烯醯胺保持未反應(圖1D)。透過傅立葉變換紅外光譜(FTIR)測量時,薄膜在曝光(匹配打印過程中每層施加的0.2 J cm−2的能量)後的光照導致DLP和CLEAR樹脂的轉化率接近20%(圖1E)。在DLP中,曝光後的轉化率保持不變,而CLEAR中的轉化率隨著氧化還原反應(暗聚合)的進行穩定增加到100%,完全消耗未反應的單體。這種暗聚合也透過CLEAR中儲能模量(G′)隨時間的增加反映出來,與DLP相比,DLP中G′在光照後保持不變(圖1F)。

Fig. 1 CLEAR 打印。(A) 自下而上的 vat 光聚合的示意圖,其中液態前體樹脂 [包含單體、交聯劑、光引發劑和光吸收劑] 在受控光照射下交聯成三維打印物體。(B) DLP 需要快速光交聯、高光引發劑濃度和低粘度樹脂。由於快速引發和不完全轉化,所得的聚合物網路包含低濃度的長鏈,纏結較少。(C) CLEAR 打印將氧化還原引發劑納入樹脂中,使光照射設定部件的形狀,同時氧化還原引發劑允許未反應單體的緩慢但穩定的轉化, resulting in a network with high concentrations of long polymer chains with greater physical entanglements. hν,光照;RT,室溫(環境條件);Δt,隨時間變化。(D) 使用 DLP 和 CLEAR 樹脂在無交聯劑的情況下制造的薄膜(100 μm 厚度)的 1H NMR 光譜,用於追蹤處理後(i)丙烯醯胺(單體)和(ii)聚丙烯醯胺(聚合物)的訊號。(E) 透過 FTIR 監測 C=C 峰(cC=C,百分比)的轉化隨時間變化,以及 (F) 儲存(G′,帕斯卡)和損失(G″,帕斯卡)模量隨時間變化的流變學數據,暴露於匹配 DLP 和 CLEAR 過程的條件下(紫色陰影區域表示光照射 t = 10 s,模擬 DLP 過程中每層的曝光能量)。
Fig. 2 CLEAR 使高纏結水凝膠的3D打印成為可能,並提高了機械效能。(A) DLP或CLEAR打印水凝膠的典型拉伸應力(σ,千帕)–伸長(λ,米每米)曲線;(B) 彈性模量(ET,千帕);(C) 斷裂功(Wf,千焦每立方米)。(D) 透過能夠承重的能力,展示了DLP或CLEAR打印的3D環的拉伸強度。比例尺,10公釐。(E) (i) DLP或CLEAR打印水凝膠沿z深度的模量(E,兆帕)分布圖,以及 (ii) 歸一化模量(ENORM)。(F) 將我們目前的研究(表S2)與先前報告的單網路水凝膠(標記為「鑄造」或「打印」或完全「膨脹」後的數據)中的ET和Wf進行比較。數據以均值 ± 標準差表示;n ≥ 4 水凝膠;P *P < 0.0001,使用學生t檢驗。PEGDA,聚(乙烯醇)二丙烯酸酯;MeHA和NorHA,分別為甲基丙烯酸和諾卡烯改性的透明質酸;GelMA,明膠甲基丙烯酰;Am,丙烯醯胺;PLL,基於聚(L-賴胺酸)的交聯Am水凝膠。

Fig. 3 CLEAR 處理高纏結水凝膠以制造具有復雜拓撲結構的3D物體。(A) (i) 骨小梁結構的照片,以及 (ii) 透過CLEAR制造的增厚修補程式的熒光顯微圖。比例尺,10公釐。(B) 透過液態樹脂的切換進行多材料CLEAR打印,並用不同的熒光示蹤劑(黃色和灰色)進行視覺化。熒光顯微圖展示了多材料水凝膠的形狀:(i) 格子(z方向)和 (ii) 軸向修補程式(xy方向)。比例尺,5公釐。(C) 硬質水凝膠加工成的多孔、柔性修補程式,這些修補程式 (i) 適應於底下的彎曲基底,並且 (ii 和 iii) 可伸展。比例尺,30公釐。形狀恢復而無永久變形透過 (D) (i 到 iv) 增厚八面體桁架的壓縮和 (E) (i 到 iv) 3D螺旋的拉伸來演示。比例尺,10公釐(D)和5公釐(E)。(F) 組裝和退火CLEAR打印的具有開放通道的水凝膠,形成封閉的蛇形通道,從 (i) 正面和 (ii) 側面拍攝。比例尺,10公釐。(iii) 透過180°剝離測試測量的CLEAR退火水凝膠的結合強度(焦耳每平方米)。數據以均值 ± 標準差表示;n = 5 水凝膠。
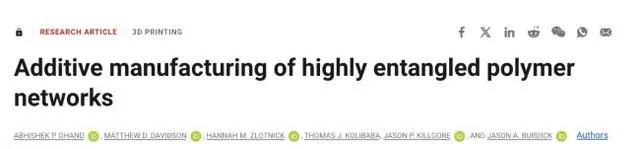
Fig. 4 透過CLEAR打印高纏結水凝膠實作的空間可編程組織粘附。(A) 高纏結水凝膠透過橋接聚合物(殼聚糖)與組織粘附以及形成物理分子間鍵的示意圖。(B) 水凝膠對各種濕潤的體外豬組織的強粘附性,以界面韌性(Γint,焦耳每平方米)記錄。數據以均值 ± 標準差表示;n ≥ 4 水凝膠。(C) 多孔修補程式在體外豬心臟上套用時(i)和套用後(ii)的照片,血液存在時。比例尺,30公釐。(iii) 水凝膠在有血和無血情況下的界面韌性(Γint,焦耳每平方米)。數據以均值 ± 標準差表示;n = 4;ns,未顯著差異,學生t檢驗。(D) 含有開放槽的水凝膠在體外豬胃組織上粘附後形成通道的示意圖。照片展示了透過示蹤劑灌註觀察到的通道的穩健密封性(i 和 ii)。比例尺,10公釐。(E) 透過3D打印的變形材料生物粘合劑實作的定向粘附,基於裂紋擴充套件方向的調控。照片展示了體外豬心組織的(i)正向(高強度)和(ii)反向(低強度)剝離方向,以及(iii)穩態下的力的量化(FS,牛頓)。比例尺,10公釐。數據以均值 ± 標準差表示;n ≥ 3;ns,未顯著差異;P **P < 0.001,使用單因素變方分析及Tukey事後檢驗。(F) 透過多層3D打印在非粘附(滑膩)水凝膠上進行粘附區域(黏性)的空間圖案化。照片展示了從體外豬胃中(i)圖案化區域和(ii)非圖案化區域的剝離。箭頭表示組織粘附於黏性區域,虛線圓圈表示滑膩區域。比例尺,10公釐。(G) 透過多材料3D打印制造的混合(彈性體-水凝膠)粘合劑,其中包含粘附水凝膠層以允許高度纏結彈性體的組織附著。照片展示了從體外豬胃下方剝離混合粘合劑的(i)正面和(ii)側面檢視。比例尺,5公釐。
正文來源:高分子力化學前沿 l 高纏結聚合物專題3: 【Science】高度纏結聚合物網路的增材制造
Cite as
Abhishek P. Dhand et al., Additive manufacturing of highly entangled polymer networks.Science, 385,566-572(2024).
DOI:10.1126/science.adn6925
l 谷專欄 l
網站投稿 l 發送至[email protected]











