長三角G60雷射聯盟導讀
據悉,伊朗馬什哈德菲爾多西大學的科研人員綜述了雷射擺動焊接工藝:冶金、機械、幾何特性及缺陷研究。相關論文以「Laser Wobble Welding Process: A Review on Metallurgical, Mechanical, and Geometrical Characteristics and Defects」為題發表在【Lasers in Manufacturing and Materials Processing】上。
雷射擺動焊接工藝是一種新型焊接技術,旨在克服傳統雷射焊接工藝的局限性。透過在焊接過程中在工件上引入雷射束擺動,該方法可增強明顯的焊接特性,並有效減少焊接缺陷。 盡管這項技術非常重要,但目前仍明顯缺乏對其各種特性進行深入探討的全面研究。本研究旨在透過考慮和分析有關雷射擺動焊接工藝的最新研究,全面考察其與傳統雷射焊接工藝相比的特點和優勢,從而彌補這一差距。此外,本研究還從四個關鍵角度對雷射擺動焊接進行了系統研究:1-冶金、2-幾何、3-機械特性和4-缺陷。對每個角度都進行了細致的研究,並與傳統雷射焊接工藝進行了對比。這些研究結果清楚地表明了雷射擺動焊接與傳統方法相比所具有的優勢。研究結果突出表明,透過這種創新方法,焊接品質得到了改善,機械效能也得到了提高。除上述分析外,本研究還回顧了之前在雷射擺動焊接領域進行的研究。透過回顧以往的研究,確定了最佳化雷射擺動焊接工藝三個關鍵方面所需的功率、頻率和焊接速度的最佳範圍。總之,本研究為雷射擺動焊接工藝提供了寶貴的見解,揭示了其徹底改變焊接行業的潛力。

圖 1雷射擺動焊接裝置的元件示意圖

圖 2焊接過程中熔池亂流示意圖;(a)傳統雷射,(b)頻率為10赫茲的擺動雷射,(c)頻率為50赫茲的擺動雷射
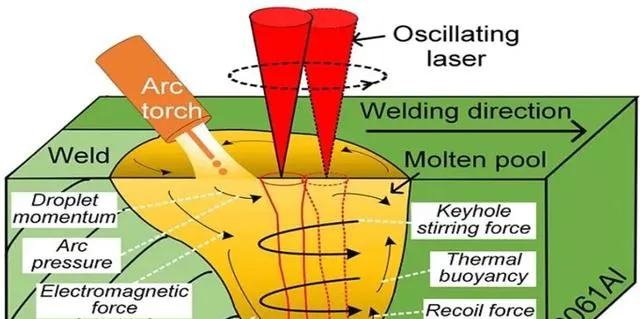
圖 3擺動復合焊接熔池中的熔體流動及其驅動機制和驅動力

圖 4雷射工藝可焊接的最大間隙

圖 5雷射焊接的熔深;a) 雷射擺動焊接,b) 傳統焊接
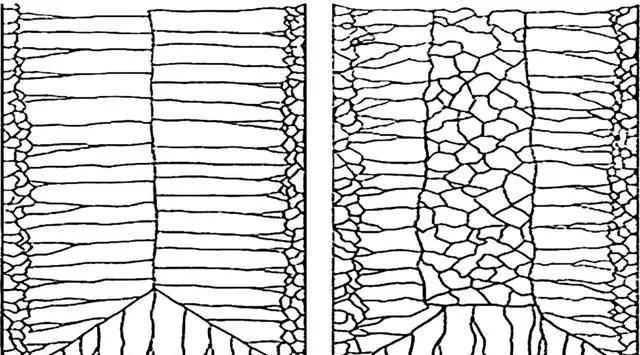
圖 6雷射焊接的凝固模式;(a)傳統模式,(b)擺動模式
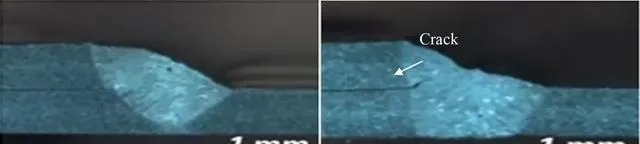
圖 7搭接連線的焊接檢視;(a) 傳統焊接,(b) 雷射擺動焊接
圖 8帶有中間層的異種接頭的掃描電子顯微鏡分析,(a) 傳統雷射焊接,(b) 雷射擺動焊接
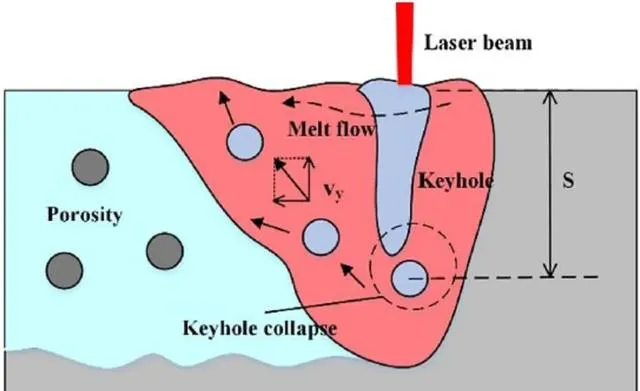
圖 9熔池示意圖以及氣孔是如何形成的

圖 10雷射焊接中的氣孔分布;(a)傳統焊接,(b)擺動焊接

圖 11熔體流動路徑與鎖孔;(a) 傳統雷射焊接,(b) 雷射擺動焊接

圖 12晶粒結構比較
本研究的主要目的是全面分析雷射擺動焊接工藝的各個方面。與傳統雷射焊接相比,在擺動雷射焊接中,同軸晶粒表現出更多的生長。這一現象降低了擺動雷射焊接過程中對熱裂紋的敏感性。因此,擺動雷射焊接工藝表現出了卓越的抗裂性。此外,與傳統雷射焊接相比,擺動雷射焊接工藝產生的焊縫寬度更大,深度更小。這種幾何形狀上的差異會對特定套用產生影響,在某些情況下具有獨特的優勢。在機械效能方面,據報道,擺動雷射焊接的抗拉強度是母材的92%。相比之下,傳統雷射焊接的抗拉強度較低,僅為78%。這表明,擺動雷射焊接可產生強度更高的焊縫,在結構套用中可能更具優勢。為了獲得更廣闊的視角,科研人員收集了有關擺動雷射焊接的現有研究,並對其進行了系統分類。調查顯示,大多數研究報告了透過擺動雷射方法獲得的焊接硬度範圍,數值在476.98 HV和29 HV之間變化。這些值是在160赫茲到1000赫茲的頻率範圍內觀察到的。根據頻率從10赫茲到2500赫茲不等的各種研究結果,得出的結論是頻率低於1000 赫茲的振蕩雷射焊接更有用。總之,本研究旨在透過展示擺動雷射焊接的優勢和提供對該技術的全面了解,彌補擺動雷射焊接的研究空白。 希望這項工作能有助於進一步推動擺動雷射焊接技術在各行各業的套用。
論文連結:
https://link.springer.com/article/10.1007/s40516-024-00252-x?fromPaywallRec=false Laser Wobble Welding Process: A Review on Metallurgical, Mechanical, and Geometrical Characteristics and Defects
長三角G60雷射聯盟
陳長軍轉載











