油封密封效果與粗糙度的關系
原創 Winter1984 iMechanics機械
我們在做油封設計的時候,對與之配合的表面要求都比較高,不許有劃痕、缺口、加工痕跡等以防止泄露,根據一些標準推薦:軸配合表面粗糙度要求一般取Ra=0.2~0.8μm;Rz=1~4μm;Rmax=6.3μm,箱體孔配合表面粗糙度一般取Ra=1.6~6.3μm, Rz=10~20μm, Rmax=25μm。
由於油封和軸之間屬於動密封,要求比靜密封更高一些,今天我們就來聊聊此處密封效果與粗糙度關系中兩個比較重要且大家平時不會關註的話題。
1. 配合表面的粗糙度是否越低越好?
我們都知道粗糙度高了對於密封來說肯定不好,但粗糙度是不是越低越好呢?其實也不是,拋開加工的難易程度不說,當表面太過於光滑時,由於缺少那些微小的「凹坑」來儲存潤滑劑,反而會加大油封配合面間的摩擦和磨損。
據相關研究發現,Ra=0.1~0.3μm對於動態油封來說是個最好的範圍。當粗糙度數值Ra小於0.025μm時,磨損就會顯著增加。不過一般情況下,達到那麽低的粗糙度也廢時費錢,沒那個必要。這裏主要想告訴大家,很多時候事情都是過猶不及。

2. 粗糙度數值一樣是否起到的密封效果就一樣?
我們來看下面兩個粗糙度的微觀圖,它們的粗糙度值都是Rz=1μm。你覺得它們起到的密封效果是一樣的嗎?

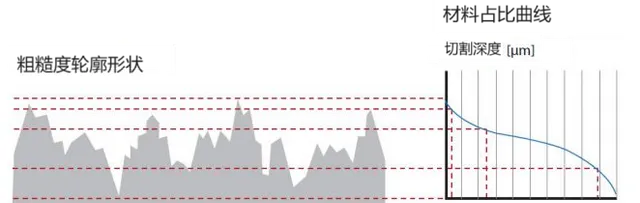
其實不是,兩者還是有較大的差異的。為了評估這種差異,這裏我們引入一個比較常用的評價參數,那就是材料占比Rmr ,通常以一個曲線(也稱Abbott-Firestone曲線)來表示,如下圖所示。它描述了在評價長度範圍內,從山峰到谷底,在任何一個切割面上,有效材料面積占總面積的一個比值。
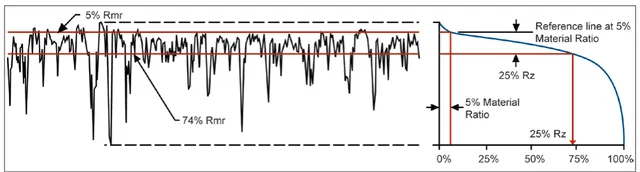
目前常用的評價粗糙度對密封影響好壞的方法是:以5%材料占比對應點位置處的水平線為參考零線,往下取在25%的Rz值位置處對應的測量材料占比值,依據不同的密封件材料,Rmr的值應在45%-90%之間最為合理,具體見下表。
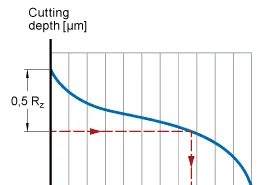
當然也有采用其它評價方式的,比如SKF網站上推薦的是在0.5Rz位置處的材料占比值,不過起始點不是上面的5%,而是0%。如下圖所示。
回到我們前面給大家舉得那個Rz=1μm兩個粗糙度圖的例子。
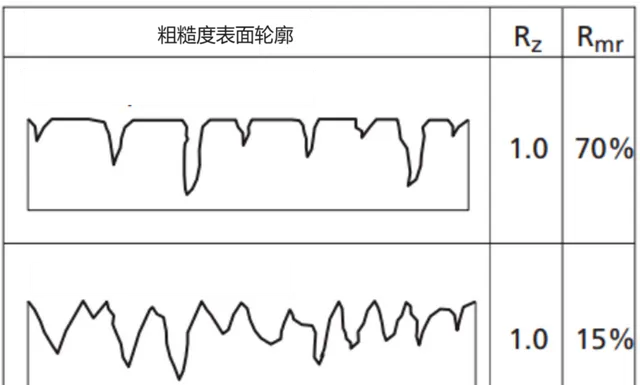
上面那個Rmr=70%,下面那個只有15%,在粗粗度值相同的情況下,70%的Rmr能夠提供更好的密封性。一方面它表面沒有太多溝槽,減少了對密封表面的磨損和可能的泄露路徑;另一方面它還具有一些理想的凹穴深度,能夠以足夠小的體積保留潤滑,可在密封件和配合表面之間提供潤滑膜,從而減少摩擦和密封件磨損。
隨著技術的發展,采用不同的加工方式可能都能獲得同樣的粗糙度值,但最終的密封效果卻不一定一樣。
免責聲明:本平台所發表內容及圖片,標原創內容為本人原創。對所有原創、轉載文章的陳述與觀點均保持中立,原創、轉載和分享的內容只以學習為目的,僅供參考,不代表本人的觀點和立場。如有侵權和錯誤,請聯系刪除或修改,歡迎各位同行,共同交流學習!











